
Super User
The life of a crane
In 1992 the ambitious Van Seumeren company purchased four Demag CC4800 cranes. This was a bold move because the 800t CC4800 was one of the world’s biggest models of crane at that time, and the business had not yet undergone the merger that transformed it into the global leader we know today.
But the purchase proved to be a wise one, and the four cranes went on to play a crucial role in the economic development of countries and industries around the world for the next three decades – supporting the rapid, successful growth of Mammoet in the process. We follow one of these cranes to explore some of its more remarkable lifts and how it is still proving invaluable for its new owners today.
In demand
Dirk Knoester, Senior Advisor at Mammoet, remembers when the CC4800 first arrived:
“The purchase of the CC4800 was a brave move for the business, as at the time we still mainly worked in the Netherlands and nearby European countries. In those days a crane with 800t capacity was not as common as it is today; it was a special piece of equipment.
Fortunately, we recognized that there was growing demand for bigger lifts to keep the crane busy, particularly in developing nations where the energy industry was expanding. In hindsight, the CC4800 really helped to announce the company on a global scale.”
This meant that the CC4800 was soon working across the globe, primarily on a range of major oil and gas projects. A key appeal was that the crane required relatively little space in which to operate, could be relocated on its tracks and drive with its load.
Amongst its early projects was Exxon’s Srirarcha Expansion Project in Thailand, where it lifted a range of large modules from a single position – helping to minimize the project’s construction time. In the early 1990s it was used alongside another CC4800 to perform the tandem lift of an 800t reactor in Venezuela; at the time a record for South America.
Wherever the crane travelled, so did its specialist crew:
“Because the capacity of the CC4800 was so rare, there was demand for it all over the world. Today, there are cranes with the same capacity in many more countries in order to avoid the time and expense of shipping such a big piece of equipment. That was simply not the case in the 1990s.
This meant that crews travelled across the world with the CC4800, from Canada and South America to the Middle East and throughout Asia. As well as seeing different countries, it was extremely satisfying work - performing big lifts that helped to make large-scale projects like refinery expansions and steel mill builds more efficient.”

Pushing through the 1,000t barrier
As lifting bigger leads to more efficient project schedules, demand for the crane grew. So much so, that by the mid-1990s even greater capacity was needed to accommodate the emerging trend for modularization.
This led Mammoet to look beyond the crawler crane format, into how the CC4800 could be upgraded for use as a ring crane with a capacity of over 1,440t – unlocking a new level of work for the business, and more efficient methodologies for the client.
Although modularized construction is now widespread in the oil and gas industry, this was not always the case. Cranes such as the newly upgraded CC4800 Twin Ring provided the critical lifting capacity to support this new methodology, and the efficiency gains it could support.
Furthermore, the crane could be used in both crawler and ring configuration on a project to provide greater lifting options without the need for two cranes on site. So, the new crane could lift ultra-heavy loads in ring configuration, but still travel around site while lifting smaller loads, thanks to its crawlers.
This was the case during work for Foster Wheeler at Exxon’s Rotterdam facility. This project involved the lifting of seven items, including two columns weighing 606t and 759t, in Twin Ring configuration, and then further smaller lifts in its standard crawler crane format.
Project Managers that worked with the crane remember the advantages of working with this now traditional piece of equipment:
“We used to joke that all you really needed to make running repairs and fixes to the CC4800 was a screwdriver and a hammer! This was a huge help when we were working out in remote locations such as Venezuela or Trinidad, where we would need to wait days if an engineer had to be flown in. Instead we were able to deal with many problems ourselves, keeping the project on track.”
“Although the CC4800 was not easy to move – its crawlers weighed upwards of 90t each – it was a strong and reliable crane. It was dependable when we needed it to be, in part because so much of the assembly was done by hand – we would knock the boom pins in with sledgehammers, which isn’t something you see nowadays!”
A varied career
Whilst the majority of the CC4800’s work has been in the oil and gas sector, it has had an interesting working life beyond that industry. Dirk Knoester continues:
“The CC4800 has been involved with a wide variety of different projects. This has included helping to move a steel mill from Germany to India, and a number of high-profile stadium builds. In 2006 it proved critical in building China’s centerpiece Beijing National Stadium, the ‘Bird’s Nest’, for the 2008 Olympic Games.”
Shortly after this project, following over 20 years of service with Mammoet, the CC4800 found a new home with Shepherd Offshore in the UK. Here it is located on the quayside of Shepherd’s Newcastle upon Tyne facility where it undertakes ship-to-shore lifts and can use its crawler capabilities to move across the quay as required.
Terry Hall, Assistant General Manager at Shepherd Offshore comments:
“One of Shepherd Offshore’s main objectives is responsible and sustainable regeneration; we bring value to a site or location and then in turn the wider community benefits. The CC4800 has helped increase the level of services that we can offer clients which results in more business for the local region.
Between 2016 and 2017, the CC4800 hit a Shepherd Offshore record in assisting 133 heavy reel transfers between Offshore Technology Park and Neptune Energy Park in Newcastle upon Tyne. Since 2018, Shepherd Offshore has had over 70 vessels berthed at Neptune Energy Park where the CC4800 crane is based.
During this time, it has handled a wide variety of loading and discharging projects and has successfully handled over 50,000 combined tonnes to and from vessels. It follows that our CC4800 crane has been an invaluable cog in the Shepherd Offshore machine and a lynchpin of our Neptune Energy Park operations.
The CC4800 operations have been so successful that we have recently constructed even more quay space, to allow increased movements. Further, we have recently transformed our dry dock into a maritime test tank. Here, the CC4800 is crucial in providing heavy and movable lifts.
Shepherd Offshore is working with several partners at Neptune Energy Park, where our expertise allows us to deliver the best and most cost-effective possible solutions. The CC4800 fits this objective, adding to our proven track record and capabilities. We envision continuing to work with Mammoet and further developing this harmonious relationship.”
The durability of the CC4800 has again proven to be a benefit, as more recently Mammoet was able to supply Shepherd with parts to make essential repairs to the crane and keep it running. Julian Alkemade of Mammoet Used Equipment, comments:
“We were delighted to help find the CC4800 a new home when it had reached the end of its working life here at Mammoet. Equipment maintenance is key to how we operate, which means we can be confident that assets meet the most demanding requirements and standards.
As a global business with an extensive equipment inventory, we frequently have high quality assets available for purchase - such as cranes, prime movers and SPMTs. The Mammoet Used Equipment platform creates value for our customers, offering equipment that is reliably well-maintained according to the manufacturer’s instructions.
This equipment is available throughout the world, at a price that is affordable to most local crane and heavy lift suppliers. Even when cranes have been in service with Mammoet for decades – like this CC4800 – our customers can rely on the quality of the equipment they receive”.
To view current stock available from Mammoet Used Equipment – including all terrain cranes, city cranes, crawler cranes, trucks, trailers, SPMTs and other auxiliary lifting systems - please visit usedequipment.mammoet.com.
Mammoet
Mammoet helps clients with Smarter, Safer and Stronger solutions to any heavy lifting or transport challenge. We aim to develop long term relationships in order to understand their businesses and challenges best, so we can realize the most efficient and cost-effective approaches. We have a unique global network and an unparalleled fleet of equipment. Through deep and longstanding engineering expertise and the highest quality and safety standards in execution we bring an intelligent and flexible approach to projects across a wide breadth of industry sectors. Clients trust us to help them achieve feats that were once considered impossible, and we have often broken records in doing so.
For more information, visit www.mammoet.com
Emerson Announces $100 Million Commitment to Corporate Venture Capital Initiative
Emerson Ventures to focus on disruptive discrete automation solutions, environmental sustainability technologies and industrial software
Global technology and engineering leader Emerson (NYSE: EMR) has announced a $100 million commitment to Emerson Ventures, its corporate venture capital initiative designed to accelerate innovation by providing early access to cutting edge technologies that solve real customer challenges. The investment commitment will advance the development of disruptive discrete automation solutions, environmentally sustainable technologies and industrial software in key industries.
![]() “We see this as more than investment – it’s about partnership and enhancing the industries we serve,” said Emerson President and CEO Lal Karsanbhai. “We are committed to supporting and mentoring companies as we work together to gain strategic insights on emerging technologies, adjacent markets and industry disruptors. It’s a win-win for all.”
“We see this as more than investment – it’s about partnership and enhancing the industries we serve,” said Emerson President and CEO Lal Karsanbhai. “We are committed to supporting and mentoring companies as we work together to gain strategic insights on emerging technologies, adjacent markets and industry disruptors. It’s a win-win for all.”
The company aims to invest in four to six early-stage start-ups each year, targeting $100 million in investments over five years. A focused team will evaluate opportunities in collaboration with Emerson’s Office of the Chief Executive.
For entrepreneurs seeking strategic investors, Emerson’s global network, advanced expertise and market access can serve as a catalyst to a start-up’s development. This dedicated funding commitment, along with a long-term investment mindset, will also boost Emerson Ventures’ ability to co-invest with other top-tier venture capital firms and other corporate venture capital arms, including those of customers.
The investment into Emerson Ventures also supports the company’s ongoing commitment to accelerate solutions, software and technologies that drive innovation for a greener future.
For more information, please visit Emerson.com/en-us/about-us/ventures.
About Emerson
Emerson (NYSE: EMR), headquartered in St. Louis, Missouri (USA), is a global technology and engineering company providing innovative solutions for customers in industrial, commercial and residential markets. Our Automation Solutions business helps process, hybrid and discrete manufacturers maximize production, protect personnel and the environment while optimizing their energy and operating costs. Our Commercial and Residential Solutions business helps ensure human comfort and health, protect food quality and safety, advance energy efficiency and create sustainable infrastructure. For more information visit Emerson.com.
Additional resources
Join the Emerson Automation Solutions Community
Eurotransit orders Konecranes RMGs for new intermodal terminal in Kazakhstan
Eurotransit Group of Companies (Eurotransit) in Kazakhstan has ordered two Konecranes Rail-Mounted Gantry (RMG) cranes for its new intermodal terminal under construction in Dostyk, near the border with China. The order was booked in August 2021 and the cranes will be delivered in Q4 2022.
In addition to the intermodal terminal under construction, Eurotransit operates a terminal in Altynkol, Kazakhstan. The two Konecranes RMGs on order will transship containers on trains running between Kazakhstan and China.
Mr Erlan Dikhanbaev, Director of Eurotransit, said: “The Konecranes RMGs are central to our ambitious growth plans. We have very demanding environmental requirements – we often have to deal with strong winds and very low temperatures. We also had very demanding requirements for container handling productivity and reliability. Konecranes convinced us with their reliable technology and service support.”
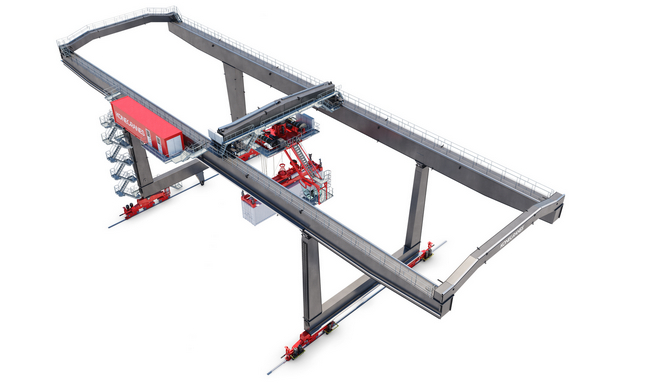
The Konecranes RMGs on order will have a railspan of 32 m and will serve 6 train tracks, lifting containers 1-over-2. They will be equipped with an intuitive GUI, with extra visibility provided by video cameras on the spreader and under the trolley. They will also be equipped with the Konecranes DGPS Skew Control System, and the smart features Auto-positioning and Auto-TOS Reporting.
A strong focus on customers and commitment to business growth and continuous improvement make Konecranes a lifting industry leader. This is underpinned by investments in digitalization and technology, plus our work to make material flows more efficient with solutions that decarbonize the economy and advance circularity and safety.
Konecranes is a world-leading group of Lifting Businesses™, serving a broad range of customers, including manufacturing and process industries, shipyards, ports and terminals. Konecranes provides productivity enhancing lifting solutions as well as services for lifting equipment of all makes. In 2020, Group sales totaled EUR 3.2 billion. The Group has around 16,500 employees in 50 countries. Konecranes shares are listed on the Nasdaq Helsinki (symbol: KCR).
www.konecranes.com
NSK Self-Lube® bearings prove reliable in harsh conditions
NSK Self-Lube® bearing units with triple lip seal and end cap protectors provide an extended service life in harsh operating conditions, such as those prevalent within the quarrying, mining and construction sectors. This proven performance is vital in these industries, where contaminants can easily penetrate poorly specified bearings, bringing machinery and equipment to a halt.
Downtime is the enemy of quarry/mine operators and construction project managers. Critical plant and equipment must offer reliable performance to meet demanding output targets, project deadlines and budgets.
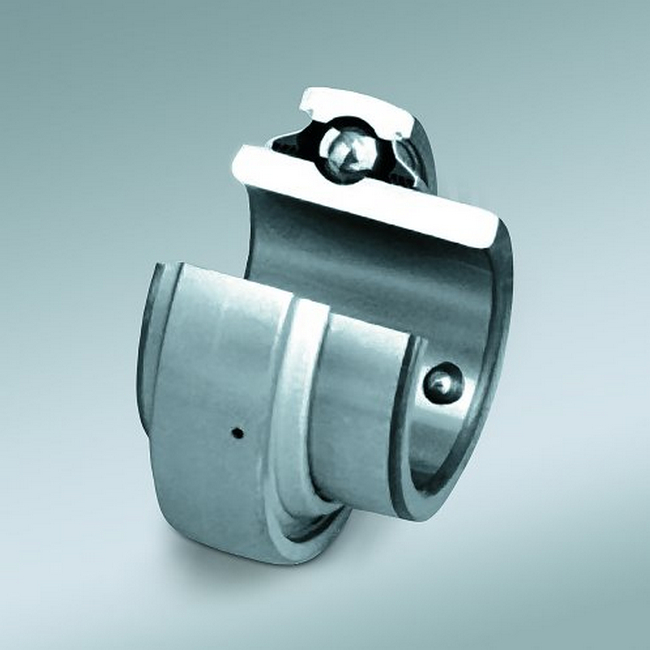 Self-Lube® bearing units with triple-lip sealed inserts are ideal for applications where bearings face exposure to dust and water contamination
Self-Lube® bearing units with triple-lip sealed inserts are ideal for applications where bearings face exposure to dust and water contamination
Whether extraction, transportation, preparation, separation or enrichment, these processes are subject to contamination and debris, not to mention heavy loads, shock loads and vibration. Bearing selection is vital to ensure long service life. Getting it right means that mining and construction sites can maximise their uptime and productivity while simultaneously reducing maintenance costs.
Leveraging state-of-the-art design, material, lubricant and seals, NSK Self-Lube® bearings exceed the life of conventional bearings. Furthermore, by selecting Self-Lube® bearings with triple lip seal and shaft end protectors, it is possible to reduce the costs associated with downtime and repairs.
Reliable protection
NSK recommends its specially developed triple-lip seal for applications with a high degree of contamination. Bonded to a protective outer steel pressing (secured in the outer ring), this one-piece moulded nitrile seal with three lips makes for a highly efficient sealing design that protects the bearing in severe operating environments.
Standard Self-Lube® bearing inserts also have a locating groove to allow the easy fitting of an optional end cap protector. The cap helps to protect personnel from rotating components and the bearing from external contamination.
NSK Self-Lube® bearing units comprise a broad portfolio of reliable inserts and housings. Notably, these cost-effective solutions provide a fast and straightforward solution for mounting bearings without the need for complex housings or special shaft arrangements.
 Self-Lube® end cap protectors help to protects personnel from rotating components, and bearings from external contamination
Self-Lube® end cap protectors help to protects personnel from rotating components, and bearings from external contamination
Reduce costs
The combination of easy use, self-lubrication and long service life mean that increasing numbers of companies in the quarrying, mining and construction sectors are now reducing their costs for replacement bearings, maintenance and downtime.
A case in point involves a company that was experiencing frequent reliability problems with the bearing units assembled in a vibrating drum. These bearings work in severe environments, where they suffer exposure to sand that often wholly covers the units. In addition, due to the nature of the application and its difficult access, the regularity and increasing cost of maintenance was proving an issue.
Following a comprehensive failed bearing analysis as part of its AIP Added Value Programme, NSK proposed Self-Lube® bearing units with triple lip seals, which increased the operating life by a factor of 10 against the previous solution. In addition, the three high-integrity nitrile seal lips with lubrication traps have provided an effective way of stopping the ingress of contaminants.
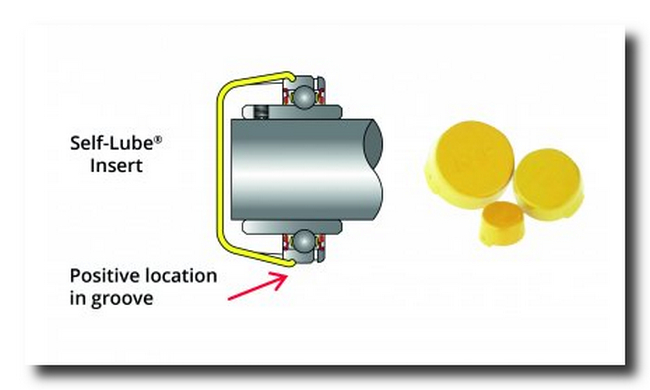 Self-Lube® end cap protectors easily clip into place on the outer ring of the bearing insert
Self-Lube® end cap protectors easily clip into place on the outer ring of the bearing insert
Design innovation
In another customer success story, a company supplying ready-mixed concrete and other construction materials invited NSK to perform an application review of its augur screw pump bearings. The augur pumps transfer ash (an abrasive mixture of ash, sand, glass, fibres and metal grit) into waiting containers. Here, the screws lift the ash at an angle of approximately 40°, where the lower bearing units frequently fail.
Upon examination of the failed bearings, NSK was able to identify several issues. For instance, after removing the flinger seal, it was evident that no contact seal was running against the inner ring of the bearing. It had likely worn away, and there was now a direct contamination path into the bearing. Further problems included heavy cage corrosion and the absence of lubrication. The ingress of fine dust and particulates had probably soaked up any grease and created a grinding paste, eroding the rubber seal.
To rectify the situation, NSK again recommended its Self-Lube® bearing units. In this case, NSK also suggested the inclusion of a small disc plate with an additional seal. This minor redesign would help stop most of the contamination and significantly reduce pressure on the bearing seal as it features a path for the debris to escape.
By further improving the sealing, using the triple lip sealing solution on the Self-Lube® insert bearing, it is likely that reliability will significantly improve. In addition, the use of an end cap protector for the bottom bearing could also benefit the company as it will help reduce any dust ingress.
These examples are just two of many successes that NSK is encountering in quarrying, mining and construction applications.
About NSK Europe
NSK Europe Ltd. is the European organisation of the Tokyo-based bearing manufacturer NSK, which was founded in Japan in 1916 and today employs nearly 30,400 people in its worldwide operations. The products and solutions provided by the industrial and automotive supplier can be found wherever things move. In addition to nearly all types of rolling bearings, the company’s portfolio includes housed bearings, linear technology, wheel bearing units, transmission and engine bearings and steering systems. The company is oriented to perfection in all of its business activities. Its aim is quality leadership in its industry, which it strives for through a continuous process of improvement, excellent product development, optimised production processes and customer-oriented service processes. In fiscal year 2020, the more than 4,350 employees of NSK Europe Ltd. generated sales of over € 792 million.
www.nskeurope.com
Q.E.D. Announces the AutoPump AP4 Ultra Xtreme Pump for the Most Extreme Landfill Conditions
The exclusive self-cleaning vortex action and proprietary finish on internal components dramatically extends service life between cleanings
Q.E.D. Environmental Systems, Inc., a leading manufacturer of innovative environmental products and subsidiary of Graco Inc. (NYSE: GGG), announces the new AutoPump® AP4™ Ultra® Xtreme® pump for the most extreme landfill and remediation pumping applications. The exclusive self-cleaning vortex action and proprietary surface finish on internal components dramatically improves performance, allowing pumps to operate up to 10 times longer than the AP4 Ultra pump between cleanings.
 The new AP4 Ultra Xtreme pump utilizes the same unique, non-stick coating and polished metal internal components as the QED AP4 Ultra and Ultra High Temperature pumps with their exclusive AutoPump Xtreme self-cleaning action.
The new AP4 Ultra Xtreme pump utilizes the same unique, non-stick coating and polished metal internal components as the QED AP4 Ultra and Ultra High Temperature pumps with their exclusive AutoPump Xtreme self-cleaning action.
The combination of the AP4 Ultra coating and the continuous internal scouring of the vortex action also means a reduction of over 50% of time spent cleaning the pump internal components versus the AP4 pump.
The AutoPump AP4 Ultra Xtreme pump is available as a Short, Bottom Loading pump in either a standard AP4 Ultra or AP4 Ultra High Temperature pump.
For more information, visit www.qedenv.com.
About Q.E.D. Environmental Systems, Inc.
Q.E.D. Environmental Systems, a subsidiary of Graco Inc., is a leading manufacturer of innovative environmental pumping systems, landfill products, landfill gas products, and air strippers for use at landfills, mines, oil refineries and other industrial sites, as well as hazardous waste cleanup sites. QED products are used around the world for a wide range of environmental applications, including groundwater sampling, groundwater remediation pumping, landfill leachate and condensate pumping, landfill gas collection and control, landfill and biogas analysis, air stripping and VOC removal, and wireless data acquisition. Based in Dexter, MI, QED serves customers from support centers in Michigan and England. For more information, call 734-995-2547 or contact us at This email address is being protected from spambots. You need JavaScript enabled to view it.
FutureOn signs digital twin partnership with Kongsberg Digital
FutureOn, the global energy software company, has just announced a strategic partnership with Kongsberg Digital (KDI), the digital division of the Kongsberg Group, strengthening its position as a leading international digital twin software provider.
The partnership will bring together FutureOn’s FieldTwin and KDI’s Kognitwin platforms, supporting a comprehensive approach for designing, building and operating digital twins for energy projects.
Central to the partnership will be a focus on energy transition through the development of digital twins for renewable projects. This will include emerging sectors such as offshore wind, green hydrogen and carbon capture solutions, where many oil and gas operators are seeking solutions as part of diversification strategies.
This new partnership fully complements FutureOn’s existing partnership with Bentley Systems (NASDAQ: BSY) and its iTwin® platform, and positions FutureOn as a leading provider of integrated digital twin technology to the global energy industry.
To support the partnership KDI will invest a total of $4.5M (USD) in a single tranche investment, and join Bentley Systems as a strategic minority investor.
The collaboration with KDI also enhances FutureOn FieldTwin’s ability to integrate with other solutions, positioning it as the digital twin platform of choice for energy companies. This adaptability and compatibility with legacy systems is critical to accelerating the uptake of digital twin technologies.
Earlier this year, Accenture listed digital twins as a top-five technology trend for 2021 and the technology is widely recognised as an enabler for emissions reduction and decarbonisation. This interest has been reflected in FutureOn’s customer success, with more than 15 leading international energy companies now using its digital twin technology, with several more now finalizing their decision to adopt the FieldTwin open API platform as a core component of their digital twin strategy.
 (l-r) Pål Roppen, CEO FutureOn AS; Hege Skryseth, EVP Kongsberg Group ASA and President Kongsberg Digital; Geir Håøy, President & CEO, Kongsberg Group ASA.
(l-r) Pål Roppen, CEO FutureOn AS; Hege Skryseth, EVP Kongsberg Group ASA and President Kongsberg Digital; Geir Håøy, President & CEO, Kongsberg Group ASA.
Pål Roppen, CEO at FutureOn, commented:
“This new strategic partnership and investment from Kongsberg Digital enables us to continue providing streamlined and effective operations for our valued customers.”
“We are excited to bring together the powerful capabilities of KDI’s Kognitwin alongside our already strong partnership with Bentley Systems and its iTwin platform. This positions our award-winning FieldTwin solution as one of the leading integrated digital twin solutions in the global energy industry.”
FutureOn’s goal is to support its customers to achieve their net zero ambitions, using its data-driven, cloud-based platforms. By using FutureOn’s digital solutions, energy companies can gain significant efficiency improvement, create savings across CAPEX and OPEX and reduce the environmental impact of their operations.
Kongsberg Digital joins Bentley on the FutureOn Board as a strategic minority shareholder.
Hege Skryseth, President of Kongsberg Digital and EVP KONGSBERG commented:
“We are very excited to contribute with our Kognitwin platform and invest in this forward-looking project together with Bentley Systems. By integrating our solutions with FutureOn’s FieldTwin platform, we will support energy innovation at the core and function as a digital accelerator of the energy industry’s shift towards net zero.”
Santanu Das, Chief Acceleration Officer, Bentley Systems said:
“The addition of Kongsberg Digital to our partnership with FutureOn is very promising. Over the past year, FutureOn has made significant progress leveraging our open iTwin® platform to accelerate FieldTwin solution development for offshore energy and renewables projects. We look forward to collaborating with both FutureOn and Kongsberg Digital in the development of open, user-focused digital twin solutions.”
About FutureOn
Experts in data visualization, FutureOn emerged from Xvision in 2016 to become a standalone provider of state-of-the-art visual engineering for the global energy sector. The company transforms the performance of complex capital projects with cutting-edge visualization and collaboration technology enabling the energy industry transition to Net Zero.
FutureOn is proud to offer its global customer base industry-leading software solutions to create digital twins that deliver a complete asset visualization and integrated data model that unlocks value through increased efficiency, improved safety, reduced costs, risk mitigation, lower emissions and increased uptime.
About Kongsberg Digital
Kongsberg Digital, a subsidiary of KONGSBERG, is a provider of next-generation software and digital solutions, to customers within maritime, oil and gas, and renewables and utilities. The company consists of more than 500 software experts with leading competence within the internet of things, smart data, artificial intelligence, maritime simulation, automation and autonomous operations. Kongsberg Digital is the group-wide center of digital expertise for the KONGSBERG group.
About Kongsberg
KONGSBERG (OSE-ticker: KOG) is an international, leading global technology corporation delivering mission-critical systems and solutions with extreme performance for customers that operate under extremely challenging conditions. We work with nations, businesses and research environments to push the boundaries of technology development in industries such as space, offshore and energy, merchant marine, defence and aerospace, and more. KONGSBERG has about 11,000 employees located in more than 40 countries, creating a total revenue of NOK 25.6bn in 2020.
Eco Friendly Manufacturing Processes
 NETZSCH NEMO® BT pumps for hydrolysis feed at liquid waste receiving building (liquids, de-packaged waste from dog food, food products, fruits, grocery waste, and produce.As the world moves to develop more earth-friendly manufacturing processes, NETZSCH NEMO® Pumps are helping a new, local plant turn food-waste into renewable energy and helping to reduce our carbon footprint. Working with local food and beverage manufacturers, from places like breweries, grocery stores, restaurants, food processing plants, schools, caterers, Wasatch Resource Recovery takes pre-consumer food and beverage waste and converts this waste into renewable energy in the form of natural gas and fertilizer.
NETZSCH NEMO® BT pumps for hydrolysis feed at liquid waste receiving building (liquids, de-packaged waste from dog food, food products, fruits, grocery waste, and produce.As the world moves to develop more earth-friendly manufacturing processes, NETZSCH NEMO® Pumps are helping a new, local plant turn food-waste into renewable energy and helping to reduce our carbon footprint. Working with local food and beverage manufacturers, from places like breweries, grocery stores, restaurants, food processing plants, schools, caterers, Wasatch Resource Recovery takes pre-consumer food and beverage waste and converts this waste into renewable energy in the form of natural gas and fertilizer.
The Problem: Turning Waste to Energy
Wasatch Resource Recovery, located in Salt Lake City, Utah is “Utah’s first and only anaerobic digester dedicated to food waste diversion. This process will turn the organic matter into sustainable resources – biogas and bio-based fertilizer.” (Wasatch, 2015-2020 wasatchresourcerecovery.com)
Post-consumer waste holds very little remaining energy as the energy has been used by the consumer. However, food waste that would normally be disposed of in a landfill still contains a certain amount of unused and usable energy that normally would be wasted. Instead of throwing away this pre-consumer packaged and/or unpackaged food and beverage waste, the Wasatch Resource Recovery plant in Salt Lake City, Utah, collects this waste and turns it into useable natural gas and fertilizer.
“This food waste includes food scraps, liquid waste, and manufacturing food waste including prepared food, fruit, vegetables, meat, and dairy, as well as fats, oils & grease (F.O.G.) and other liquids. The Wasatch Resource Recovery plant diverts these food waste from landfills with the plan to make significant, long-term environmental benefits and create sustainable resource cost savings.” (Wasatch, 2015-2020)
Progressing Cavity Pumps as the Solution
 NETZSCH NEMO® FSIP® pumps in the boiler building to pump grease trap waste from restaurants and bacon grease from local bacon manufacturer to convey product to the digesters.For NETZSCH this application story began when the NETZSCH distributor, Tech-Flow was contacted by the contractor of the project to help select the pumps for multiple applications within the process. After working closely with the local NETZSCH Regional Sales Manager, Brett Hazen from Tech-Flow provided Wasatch Resource Recovery with NETZSCH NEMO® Progressing Cavity pump selections.
NETZSCH NEMO® FSIP® pumps in the boiler building to pump grease trap waste from restaurants and bacon grease from local bacon manufacturer to convey product to the digesters.For NETZSCH this application story began when the NETZSCH distributor, Tech-Flow was contacted by the contractor of the project to help select the pumps for multiple applications within the process. After working closely with the local NETZSCH Regional Sales Manager, Brett Hazen from Tech-Flow provided Wasatch Resource Recovery with NETZSCH NEMO® Progressing Cavity pump selections.
Brett Hazen said that when he was presented with the project specifications, he knew exactly where to turn stating, “NETZSCH Progressing Cavity Pumps are the ideal solution for the highly varying viscosities, products, and solids content found throughout this biogas process.”
The Wasatch Resource Recovery facility has a very high variability of incoming products (from liquids to solids). This high variability ensures a wide variation of product viscosity to be pumped. The NETZSCH NEMO® Progressing Cavity Pump which is a Positive Displacement Pump handles inconsistent viscosity easily along with any solids that make it to the pumps.
The NETZSCH NEMO® Progressing Cavity Pumps were selected in five (5) very different applications within the facility. Right after the food waste, called source separated organic waste (SSOW), arrives at the facility, it is pre-processed and/or de-packaged. Through a series of machines, any packaging like plastic wrappers, cans, bottles, boxes, and other packaging are removed―basically all non-food material. The food waste makes its way through a grinder where it is chopped into small pieces and then on to the waste receiving tank were two (2) NETZSCH NEMO® BT Series Vertical Progressing Cavity Pumps convey the mixture of solids and liquids to the digester.
The digester works like a stomach and breaks down the organic matter with microbes and heat which creates biogas. This biogas is purified which generates renewable natural gas. Based on the Wasatch Resource Recovery website (Wasatch, 2015-2020), “WRR will supply enough natural gas for approximately 40,000 people or 15,000 homes…” This gas is approximately 60% methane and 40% CO2. The remaining product is converted into a fertilizer.
As mentioned previously, one of the products that is received by the Wasatch Resource Recovery facility is fats, oils, and grease or F.O.G. The F.O.G. requires a slightly different path as it does not need to be de-packaged and is pre-processed in a separate tank system prior to being pumped into the digester. An additional two (2) NETZSCH NEMO® Progressing Cavity Pumps transfer the processed F.O.G. These pumps are conveying grease trap waste from local restaurants and also bacon grease from a local bacon processing plant.
 NETZSCH NEMO® 090 BY pumps in the Boiler Building transfer hydrolized food waste with extremely low pH product with 5% solidsNext, two (2) more NETZSCH NEMO® Progressing Cavity Pumps are employed as the digester feed pumps. These pumps transfer hydrolyzed food waste to the digester. Hydrolized food waste is an extremely low pH media with up to 5% solids content.
NETZSCH NEMO® 090 BY pumps in the Boiler Building transfer hydrolized food waste with extremely low pH product with 5% solidsNext, two (2) more NETZSCH NEMO® Progressing Cavity Pumps are employed as the digester feed pumps. These pumps transfer hydrolyzed food waste to the digester. Hydrolized food waste is an extremely low pH media with up to 5% solids content.
“Organic waste in the digester is heated to aid the growth of microbes. These microbes break down in the organic matter, without the use of oxygen, resulting in biogas production.” (Wasatch, 2015-2020)
“Biogas is captured and purified before it is converted into biomethane (renewable natural gas) and fed into the nearby gas pipeline and sold into the market as renewable “green” power. Wasatch Resource Recovery will supply enough natural gas for approximately 40,000 people of 15,000 homes. (Wasatch, 2015-2020)
Two (2) NETZSCH pumps transfer the fluid (digestate) from the digester to the phosphorus recovery tank. Solids can be between 1.2% to 1.5%.
Dewatering feed pumps: These pumps convey digestate with precipitant from the phosphorus recovery tank to the dewatering process where the material is dewatered. The solids leave the building on a conveyor where this byproduct becomes beneficial fertilizer.
Proven Results
February of 2021 marks the second anniversary of the WRR facility operation. As stated by Jacob Scott, the WRR Facility Engineer, “In 1.5 years of 24 hour-a-day operation, we have had zero callouts due to a NETZSCH pump issue.” That’s something when NETZSCH currently has a total of 10 pumps running in the facility. Jacob mentioned that he is currently very happy with all the NETZSCH pumps as they provide high efficiency solids handling and very low maintenance. He said “turn-on the NETZSCH pumps and they run.”
Dispersing powders in lithium-ion battery slurries at millisecond intervals
The strong increase in sales of electric vehicles and an unprecedented surge in demand for lithium-ion batteries require battery production designed for high capacities. ystral presents the Batt-TDS™, a new series of powder dispersion systems for the development and industrial production of electrode slurries for lithium-ion batteries. The Batt-TDS webinar provides information about the significantly reduced process times, clean production and higher productivity - even for small batches.
A new ystral webinar provides information about the new process with Batt-TDS, which can provide battery manufacturers with a solution that is characterised by its high-speed process. The Batt-TDS has the flexibility to handle various materials by combining multiple functions of several machines into a single core system. At R&D scale, compared to planetary mixers, which require hours of mixing to accomplish dispersion, the Batt-TDS can complete the entire process in a few minutes, enabling faster R&D cycles for more robust development. Dispersion itself requires only milliseconds as components pass through its inline process chamber. At production scale, this translates to greater than 10x higher productivity than conventional technologies and twice that of available extruders. Easily scalable across various battery chemistries, the Batt-TDS solution is suitable for production at current industrial levels and ready for tomorrow’s gigafactories.
 ystral enables strong acceleration of slurry process for lithium-ion battery manufacturers
ystral enables strong acceleration of slurry process for lithium-ion battery manufacturers
The English-language webinar will be held on November 16 from 8 to 9 a.m. (CET). It is free and open to all, registration is required link is below
Next generation process technology
ystral’s Batt-TDS inducts powders dust-free under vacuum into a stream of liquid, thereby creating conditions for optimal dispersion of diverse components in a continuous sequence. With independent control of each key parameter, the new technology offers a wide process window in a single piece of equipment. This cannot be achieved with existing systems such as a high-speed dissolver, planetary mixer or even the more modern extruder. Dispersion of polymeric binders, conductive carbons and abrasive active materials is tailored according to their specific physical properties and topologies. The unique technology is able to process high-solids slurries at viscosities exceeding industry requirements, and the wash-in-place (WIP) feature maximises machine availability.
Scalable and cost-efficient
The product range includes a 12-litre unit for rapid formulation and process screening as well as production systems for a throughput greater than 5000 litres per hour. David Manke, CTO and Managing Director at ystral, said, “The Batt-TDS is the veritable ‘swiss-army-knife’ of process tools for battery slurry. We can now present manufacturers worldwide with a technology to achieve high product quality in a fraction of the time required by conventional processes.” Richard Potter, Director of ystral Asia, added, “The platform offers a low cost of ownership with the highest productivity per square meter of factory space.”
Links
- Further Information about the Batt-TDS
- English language webinar "Subsecond dispersing of powders in lithium-ion battery slurries" on 16 November from 08 to 09 a.m. (CET)
About ystral gmbh
Established in 1959, ystral designs and builds highly efficient mixing, powder wetting and dispersing systems for industries as diverse as coatings, pharma, food, home & personal care as well as chemicals & electronics. Leveraging extensive experience and process perspectives from across these sectors, ystral creates purpose-built solutions using its proprietary platform technologies. The fast-growing company is headquartered in southwest Germany and operates globally with subsidiaries in China, India and Singapore.
New CNC software simplifies usage of latest five-axis machine tools
Available now, the latest version of Flexium software from CNC specialist NUM includes an enhanced RTCP (Rotation Tool Centre Point) function with tool vector programming that significantly simplifies the usage of five-axis machine tools.
- Enhanced RTCP function with tool vector programming
- New G code command and smoothing algorithms help improve surface quality
As one of the original developers of RTCP, NUM continually enhances the function to meet the changing needs of machine builders and end-users. The company’s implementation of RTCP includes twenty-four predefined kinematic configurations and its Flexium+ CNC systems can accommodate different kinematics on the same machine – for example, when different milling heads are needed.
 NUM’s Flexium CNC software now includes an enhanced RTCP function with 3D workpiece compensation that significantly simplifies the programming of five-axis machine tools.
NUM’s Flexium CNC software now includes an enhanced RTCP function with 3D workpiece compensation that significantly simplifies the programming of five-axis machine tools.
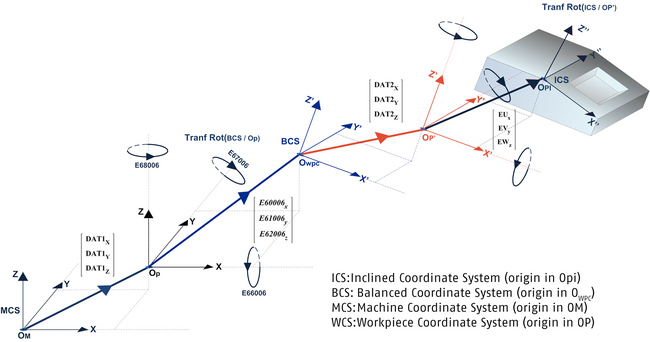
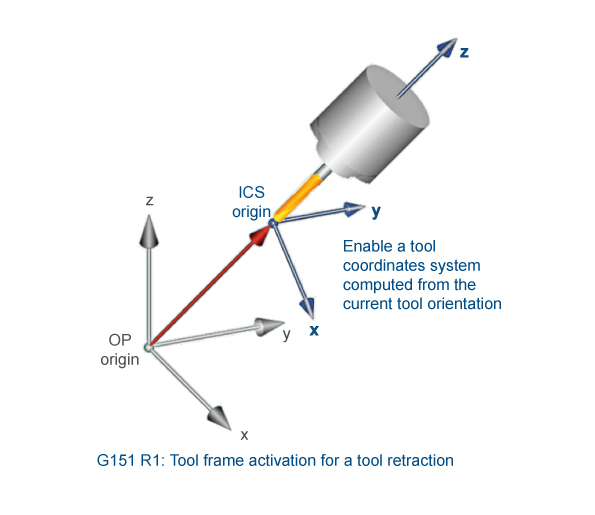
NUM’s basic RTCP function, invoked by ISO code G151, offers a number of user-specified variants. The function can be activated with an inclined coordinate system or after a positioning move. In either case, the CNC system automatically calculates the mechanical offset to ensure that the tool centre point is always in touch with the defined workpiece surface while the rotary axes are moving. The RTCP function can also be activated by the actual positions of the rotary axes.
Until now, programming 5-axis machines has often been considered an onerous task. The rotary axes are usually programmed directly with their angular position, which has the advantage that the position of the machining head can be imagined when viewing the part program. The disadvantage, however, is that the part program depends on the kinematics of the machine, and cannot be transferred to another 5-axis machine without modification.
The tool vector programming option of NUM’s RTCP function enables the direction of the tool to be determined by the vectors’ components along the X,Y and Z axes, rendering the part program independent of the machine kinematics.
 The RTCP function in NUM’s Flexium CNC software can now be activated by the actual positions of the rotary axes.
The RTCP function in NUM’s Flexium CNC software can now be activated by the actual positions of the rotary axes.
In some circumstances, aligning the workpiece to be processed on the machine can be a complex procedure. In these cases, to increase productivity, instead of moving the workpiece, NUM’s Flexium+ CNC system can now compensate for positioning deviations (including angles) by applying appropriate correction values. The workpiece remains misaligned, but the CNC system is aware of the deviations and compensates for them automatically.
NUM’s Flexium software, version 4.1.00.00 or higher, now features a special HMI (Human-Machine Interface) to allow the corresponding correction values to be entered. The coordinate system resulting from the shifts and rotations is called a ‘Balanced Coordinate System’ (or BCS) and the compensation function is known as 3DWPC (3D workpiece compensation).
Additionally, the software now includes a function to help machine users accelerate the roughing operation’s tunings and then achieve optimal surface finishes. Invoked by ISO code G732, the new function simplifies parameter optimisation and automatically computes pre-settings for roughing and finishing, with adjustable smoothing levels. The machine operator can select a range of attributes – such as profile tolerance, permissible chordal error and segment length – and invoke an optional smoothing algorithm to reduce mechanical shock and smooth the workpiece surface.
To further help machine operators achieve optimal results, NUM has also introduced a new algorithm that keeps the pivot point at constant speed. Part programs generated by CAD/CAM systems invariably comprise a multitude of small G01 segments – in the case of rotary axes, these are often distributed inhomogeneously – resulting in speed variations which affect surface quality. The new algorithms maintain constant speed at pivot points during the movement of rotary axes, allowing the discontinuities to be smoothed, resulting in an improved surface.
Five-axis machining, in which the tool is oriented in relation to the machining surface, has really come to the fore in the last few years. Machine tool builders are increasingly developing new kinematic configurations that capitalise on this technology, to help end-users further improve the performance of their machining operations.
A key factor behind the success of five-axis machining was the introduction of the Rotation Tool Centre Point (RTCP) function for CNC systems. NUM was an early developer of this function, which makes interpolated points track correctly by applying real-time compensation for the motion of the rotary axes.
For more information, please contact:
Steve Moore, NUM (UK) Ltd, Unit 3 Fairfield Court, Seven Stars Industrial Estate, Wheler Road, Coventry CV3 4LJ, UK.
Tel: +44 (0)2476 301 259; This email address is being protected from spambots. You need JavaScript enabled to view it.; www.num.com.
NUM AG, Battenhusstrasse 16, CH-9053 Teufen, Switzerland.
Tel: +41 71 335 04 11; This email address is being protected from spambots. You need JavaScript enabled to view it.; www.num.com.
Expanite –Improved galling and corrosion resistance on fittings for oil & gas
The processes for surface hardening of stainless steel from the Danish pioneer Expanite, has in recent years been used more and more frequently when it comes to improving galling and corrosion resistance of stainless steel fittings. The results of a long-term corrosion test show in particular the superiority of the Expanite technology over traditional methods.
 A horror for every assembler: galling of stainless steel fittings. A drop of lubricant on the thread helps; but what if, due to for example hygienic requirements, no lubricants may be used, or it is simply forgotten? Stainless steel, with its excellent corrosion resistance, has the disadvantage that when having steel-to-steel contact, it tends to gall. Applying coatings such as DLC or diffusion processes such as Kolsterising®carburizing, nitrocarburizing or plasma nitriding have proven effective in counteracting this effect. However, these processes are not only very costly but also generally have a negative effect on corrosion resistance.
A horror for every assembler: galling of stainless steel fittings. A drop of lubricant on the thread helps; but what if, due to for example hygienic requirements, no lubricants may be used, or it is simply forgotten? Stainless steel, with its excellent corrosion resistance, has the disadvantage that when having steel-to-steel contact, it tends to gall. Applying coatings such as DLC or diffusion processes such as Kolsterising®carburizing, nitrocarburizing or plasma nitriding have proven effective in counteracting this effect. However, these processes are not only very costly but also generally have a negative effect on corrosion resistance.
Improved Corrosion Resistance
With its processes specially developed for stainless steel, Expanite has overcome this dilemma, using its patented technology to improve corrosion resistance of components during hardening and at the same time make them resistant to wear and galling. In this context, TCW Anlagenbau located in Germany recently carried out extensive long-term corrosion tests on different stainless steel grades.
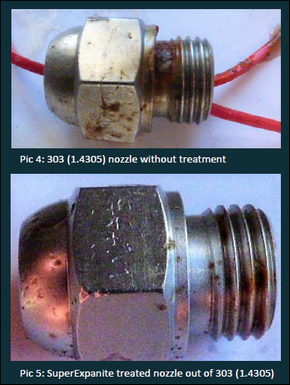
While the traditionally hardened components made of 316Ti (1.4571) (pic 2) show a comparatively strong corrosion attack in the salt bath after a short time, the fittings 316Ti (1.4571) and cutting rings 316Ti (1.4571 & 1.4462) treated with the SuperExpanite show no corrosion even after two months in 10% salt bath solution. In the case of 303 (1.4305), which is basically less resistant, a tendency towards improvement in corrosion resistance could be demonstrated: the unhardened nozzle (pic 4) shows a significantly stronger corrosion attack than the component treated with the Expanite process (pic 5).
Sustainable against wear and galling
"Galling of stainless steel components is a well-known problem and we regularly hear from our customers about cases where the galling of a classic screw connection means that entire component have to be replaced at great expense", e explains Dr. Holger Selg, Expanite Sales Director DACH and application expert, and adds: "Ideally, both friction parts are treated with the SuperExpanite, but hardening only one component already provides a significant improvement in terms of galling resistance."
The relatively low hardness of stainless steel also makes corresponding components susceptible to abrasive wear. Here, too, the surface hardening of Expanite provides a remedy and extends the service life compared to unhardened stainless steel components. "Sustainability is playing an increasingly important role," says Dr. Selg "Expanite also scores points over comparable wear protection processes with a significantly more energy-efficient and environmentally friendly gas-based diffusion process that does not require time-consuming cleaning of the parts, e.g. with aggressive chemicals after hardening."
Broad spectrum of materials
 The Expanite technology, specially developed for corrosion-resistant materials, offers a solution for austenitic, martensitic, ferritic and duplex stainless steels as well as for nickel-based alloys such as Inconel® and Hastelloy®. Moreover, ExpaniteHard-Ti, which the Expanite team of experts has developed to market maturity in recent years, is used for titanium grades.
The Expanite technology, specially developed for corrosion-resistant materials, offers a solution for austenitic, martensitic, ferritic and duplex stainless steels as well as for nickel-based alloys such as Inconel® and Hastelloy®. Moreover, ExpaniteHard-Ti, which the Expanite team of experts has developed to market maturity in recent years, is used for titanium grades.
Expanite was founded in 2010 by leading experts in material and surface hardening whose research dates back to 2000. The company is headquartered in Hillerød near Copenhagen and has treatment centers in the USA, Germany, Korea and China. Expanite's solutions are flexible and can be tailored to the customer's own product line within the framework of a license agreement.