
Super User
ACWA Power marks the inauguration of 300 MW first stage of Shuaa Energy 3 PSC
ACWA Power, a leading Saudi developer, investor, and operator of power generation and water desalination plants, announced the official inauguration of the 300 MW first stage of the 900 MW Shuaa Energy 3 PSC, the fifth phase of the Mohammed bin Rashid Al Maktoum Solar Park in Dubai. The ceremony was held under the patronage of HH Sheikh Mohammed bin Rashid Al Maktoum, Vice President and Prime Minister of the UAE and Ruler of Dubai, and in the presence of several notable Dubai government figures, as well as HE Saeed Mohammed Al Tayer, Managing Director & CEO of Dubai Electricity and Water Authority, and Mohammad Abunayyan, ACWA Power’s Chairman.
- Inauguration marks another transformative moment in Dubai’s energy transition strategy
- Inauguration represents a significant milestone for the ACWA Power led consortium in the path towards full operational capacity at the Mohammed bin Rashid Al Maktoum Solar Park
- USD 570 million project awarded at a world-record tariff of US 1.6953 cents per kWh last year

The inauguration of the project marks another transformative moment in Dubai’s continued energy transition and energy diversification strategies, and its development plans. The 900 MW fifth phase was awarded to an ACWA Power led consortium at a world record tariff of 1.6953-dollar cent per kWh last year and brings the current production capacity of the Mohammed bin Rashid Al Maktoum Solar Park to 1,313 MW.
Once fully operational, the Mohammed bin Rashid Al Maktoum Solar Park will be the largest single-site solar park in the world based on the Independent Power Producer (IPP) model, with a planned production capacity of 5,000 MW, saving over 6.5 million tonnes of carbon emissions annually.
Shuaa Energy 3 PSC is the special purpose vehicle incorporated for the project, with 60 percent owned by the Dubai Electricity & Water Authority (DEWA) and the remaining 40% split between ACWA Power and Gulf Investment Corporation (GIC).
Mohammad Abunayyan, ACWA Power Chairman The inauguration of the first part of the fifth phase of the Mohammed bin Rashid Al Maktoum Solar Park in Dubai reinforces ACWA Power’s commitment to supporting Dubai’s ambitious strategy to balance economic growth and environmental sustainability, contributing to Dubai’s reputation as a global player in green economic transformation, and a driver of global carbon footprint reduction
“I would like to express my sincere gratitude, on behalf of ACWA Power, to HH Sheikh Mohammed bin Rashid Al Maktoum, for both his attendance and this inauguration ceremony, in recognition of this momentous achievement, which was executed in record time – under 12 months – despite the negative operational impact of the pandemic. None of this would have been possible without the support of our long-term partner, the Dubai Electricity and Water Authority, led by HE Saeed Mohammed Al Tayer, who have been invaluable throughout in the delivery of this project at the highest safety and quality standards,” continued Abunayyan.
Shuaa Energy 3 PSC is expected to power 270,000 residential units, and offset carbon emissions amounting to 1.18 million Tons per year in Dubai. The project will use the latest bifacial photovoltaic solar panels, which captures sunlight on both sides of the panel and produces energy with an advanced solar tracking system to increase generation efficiency by 20%.
 The project will feature a state-of-the-art automated solar panel cleaning system, with 2662 automatic cleaning robots positioned around the plant. The system guarantees a cleaning factor of 99.3%, further optimising the productivity and operational capability of the plant.
The project will feature a state-of-the-art automated solar panel cleaning system, with 2662 automatic cleaning robots positioned around the plant. The system guarantees a cleaning factor of 99.3%, further optimising the productivity and operational capability of the plant.
The 13MW photovoltaic first phase of the Mohammed bin Rashid Al Maktoum Solar Park became operational in 2013. The 200MW photovoltaic second phase of the solar park, developed by ACWA Power, was launched in March 2017. Work on the fourth phase 950 MW, CSP and PV hybrid Noor Energy 1 is underway and on track by an ACWA Power led consortium. The fifth phase of the solar park is expected to be commissioned in phases later this year.
KROHNE Announces New LNG-Quality Release System for Real-Time LNG Transfer
Avoids costly disputes and eliminates data processing errors
KROHNE, a world-leading manufacturer and supplier of solutions in industrial process instrumentation, announces the LNG-Quality Release System (L-QRS), a quality-measurement software system for real-time product release of liquid natural gas (LNG) loading. L-QRS offers a vast improvement in real-time LNG transfer. Unlike existing methods that rely on dynamic measurement using flow meters along with lab analysis of a representative LNG sample, the L-QRS system measures LNG quality directly during loading. After loading has been completed, the system immediately generates a certificate of quality and bill of lading, thus avoiding costly disputes once the vessel has departed. Fully automated information flows also eliminate human data processing errors. The L-QRS can typically pay for itself by simply avoiding one or two LNG-quality disputes.

Released to the oil and gas market at the end of 2020, L-QRS uses on-line measurements and certified statistical calculations, including quality and outlier calculations. Samples go directly into a gas chromatograph while the ship is being loaded. Providing the instant availability of the certificate of quality avoids costly sample handling, laboratory testing, and retrospective corrections of the bill of lading and quality certificates. KROHNE supports the L-QRS from nearly 100 countries, including several offices in the U.S.
The L-QRS combines analyzer management and data acquisition (AMADAS) functionality, using control charting techniques and statistical process control to determine the performance, availability, and maintainability of the process analyzers — and other critical instruments — to always ensure the best results and availability. It is certified by NMi, an independent, internationally accredited metrology institute, and compliant with ISO 8943, GPA 2172, ASTM 4784, and GIIGNL. KROHNE can also add other standards upon request.

Integrating Calsys®, KROHNE’s AMADAS package, reduces maintenance costs by an average of 25 percent, while the increased availability of critical instruments (>95 percent) ensures constant and reliable quality measurements. This structured and consistent validation of analyzers and instruments provides traceability and auditability. L-QRS data is securely stored and, together with the certified calculation, is fully traceable and auditable.
The L-QRS software is configured to work with existing infrastructure, instrumentation, and analyzers, such as gas chromatographs. The core software runs on a SUMMIT 8800 Custody Transfer flow computer, with the operator interface integrated in the central HMI. Additional benefits include trend insight and alarm management as well as integration with plant management and control systems.
About KROHNE
KROHNE is a worldwide technological leader in the development, manufacture and distribution of accurate, reliable and cost-effective measuring instruments for the process industries. KROHNE focuses on forming partnerships with its customers to provide them with the most reliable and innovative solutions available in the marketplace. For more information about KROHNE’s complete line of measuring instrumentation for the process industries.
visit www.us.krohne.com
Pfannenberg Announces New and Improved DTS 34X1C / DTS 36X1C Series Cooling Units with Efficient, Space-Saving Design
Cooling units offer greater cooling capacity, in a smaller-sized unit
Pfannenberg, Inc., a leading global manufacturer of thermal management technologies, announces the release of updated 34X1C / DTS 36X1C Series Cooling Units, which offer superior capacity, more efficient design, and a robust build to ensure a longer service life of the cooling unit.
a leading global manufacturer of thermal management technologies, announces the release of updated 34X1C / DTS 36X1C Series Cooling Units, which offer superior capacity, more efficient design, and a robust build to ensure a longer service life of the cooling unit.
The new DTS 34X1C / DTS 36X1C Series Cooling Units are designed to take up less space while delivering greater cooling capacity. These units boast the highest power to cooling ratio available on the market. The DTS 34X1C Units provide 1.5ton of cooling capacity, while the DTS 36X1C units provide up to 2ton capacity at normal operation. Both series are designed with the same dimension and mounting cutout, so they can be easily interchanged depending on cooling demand. They are also backwards compatible with Pfannenberg’s older design (DTS 34X1 and DTS 36X1), making them a versatile option for enclosures cooling.
The electrical system of these cooling units has been updated to include a smaller and simpler power connecter, to reduce the protrusion of the connecter into the cabinet, thus freeing up valuable real estate. Other features include, easy panel access and a front status LED display to helps simplified maintenance or service interval. These cooling units were built on an “open design,” so critical components can be accessed easily for maintenance purposes. The refrigeration system is totally redesigned with longer and more robust service life in mind helping end-users focus on uptime and prevent disruption in operation.
 Both these units are ideal for high heat loads, especially high horsepower drive enclosures. They are available in different NEMA or UL Type rating – 12/3R/4/4X and different voltages. They also include many other critical to application features such as active condensate management, coated corrosion resistance condenser coils, and high flow evaporator fan. Options for low ambient, integrated heater and Modbus connectivity will be soon available as well.
Both these units are ideal for high heat loads, especially high horsepower drive enclosures. They are available in different NEMA or UL Type rating – 12/3R/4/4X and different voltages. They also include many other critical to application features such as active condensate management, coated corrosion resistance condenser coils, and high flow evaporator fan. Options for low ambient, integrated heater and Modbus connectivity will be soon available as well.
For more information about the DTS 34X1C / DTS 36X1C Series Cooling Units, visit https://www.pfannenbergusa.com/thermal-management/cooling-units/dts-34x1c-and-36x1c/
About Pfannenberg
Established in 1954 by Otto Pfannenberg in Hamburg Germany, Pfannenberg, Inc. is recognized as a leading global manufacturer of thermal management technologies within the Electro-technology Industry. In 1958 we invented the Filterfan®, which continues to be recognized worldwide as a leading product to help manage the temperature in electrical enclosures. Our business philosophy: Protecting Man, Machine and the Environment.
SinnovaTek closes $5M preferred equity investment from Lewis & Clark AgriFood
$5 million investment will help SinnovaTek meet the processing and packaging needs of emerging food and beverage brands
Lewis & Clark AgriFood has announced its $5 million investment in SinnovaTek from the Lewis & Clark Rural Business Investment Company (RBIC) Fund II.
Founded in 2015 and based in Raleigh, North Carolina, SinnovaTek provides a variety of B2B services to the consumer packaged goods industry. Over the past year, the company has seen significant growth in their aseptic co-packing business, which offers ingredient sourcing, product development and processing, as well as end packaging, to a variety of small and emerging brands as well as large national brands.
 “SinnovaTek is a key player in the next generation of CPG food and beverage brands,” said Dave Taiclet, General Partner and Managing Director, Lewis & Clark AgriFood. “As consumers continue to demand healthier foods produced with sustainable practices throughout the supply chain, processing and packaging will play a huge role in delivering on those brand promises.”
“SinnovaTek is a key player in the next generation of CPG food and beverage brands,” said Dave Taiclet, General Partner and Managing Director, Lewis & Clark AgriFood. “As consumers continue to demand healthier foods produced with sustainable practices throughout the supply chain, processing and packaging will play a huge role in delivering on those brand promises.”
As a Certified B Corp, SinnovaTek’s mission is to promote worldwide health and wellness by fostering the delivery of high quality, healthy foods through sustainable methods. The company has several partnerships through which they are combatting hunger and malnourishment in developing regions.
“The investment from Lewis & Clark AgriFood has us well-positioned to grow along with our partners in the CPG space as they provide nutritious foods with longer shelf-lives,” said Michael Druga, Co-founder, President and CEO, SinnovaTek. “Drawing on the industry leadership and connections from the Lewis & Clark AgriFood team will be key drivers for this growth.”
Underpinning SinnovaTek’s capabilities is proprietary technology that improves quality and sustainability in shelf-stable foods. SinnovaTek’s scalable, regional, “quality-first” offerings positions them as a unique service partner increasing accessibility to high-quality processing for the food and beverage industry.
The SinnovaTek family of companies provides several pathways to service its customers' needs:
- SinnovaTek: Provides high-quality continuous flow microwave processing systems and pumps to food manufacturers along with the engineering and R&D support to make them successful.
- SinnoVita: Provides science-backed VITERO ingredient technologies to reduce food waste and increase nutrient delivery.
- FirstWave: Provides a platform for companies to launch and test new products in a high-quality aseptic format without the minimum order quantities that are normally required for a launch, enabling SinnovaTek to service customer production needs before they are ready to move to a larger scale.
As part of the investment, Tim Hassler, Managing Director of Lewis & Clark AgriFood, received a seat on the board, and Matt Plummer, Senior Associate of Lewis & Clark AgriFood, received a board observership.
“I am excited to work closely with SinnovaTek as it scales up its offerings, bringing its technology to new and emerging brands,” said Hassler. “As the food and beverage space undergoes a transformation, SinnovaTek can help these brands capitalize on new opportunities.”
About SinnovaTek
SinnovaTek is a leading developer and integrator of advanced food processing equipment and technology through its family of companies including SinnoVita and FirstWave. As a certified B corporation, SinnovaTek’s mission is to promote worldwide health and wellness by fostering the delivery of high quality, healthy foods through sustainable methods. SinnovaTek is passionate about finding the best solution for its customers. Learn more at sinnovatek.com
About Lewis & Clark AgriFood
Lewis & Clark AgriFood is a St. Louis-based group of experienced investment professionals who are passionate about investing in companies at the forefront of food and agriculture innovation. We look for companies that deliver benefits to the stakeholders in the food and agriculture sector from the producer to the supply chain, all the way to the consumer. We invest in companies at the growth stage of their evolution, poised to scale their technology to a national or global scale. As founders, operators, investors and scientists, our seasoned investment team brings a breadth of quality sector experience to every investment. For more information, visit lewisandclarkagrifood.com
Q.E.D Announces Upgrades to ORP215M-R Precision Orifice Plate Wellhead
Permanent orifice plate kit retainer for fast, accurate wellhead tuning
Q.E.D. Environmental Systems, Inc., a leading manufacturer of innovative environmental products and subsidiary of Graco Inc. (NYSE: GGG), announces upgrades to its industry-leading ORP215M-R precision orifice plate wellhead. The QED ORP215M-R wellhead combines easy plate exchanges for more accurate flow measurement with precise adjustment of gas flow, especially at very low rates (below 10 standard cubic feet per minute). The new design includes a complete kit of six orifice plates securely attached to the wellhead for quick access. A permanent stainless-steel S-type orifice plate retainer keeps the plates close at hand and helps prevent loss of the orifice plates. With plates readily at hand, it is easier to keep gas fields properly tuned for the best performance.
Changing to the correct orifice plate takes only seconds, with no time wasted shutting down the control valve or retuning the well. The precision fine tune control valve provides exact gas flow control. Unlike traditional valves, this unique design achieves near linear flow adjustment across its entire range. The serviceable control valve includes a stainless-steel rod for long service life.
 The QED ORP215M-R wellhead features heavy-duty engineered plastic construction – tougher and stronger than PVC. Molded, glass-filled polypropylene boosts strength and resistance to UV, weather and harsh field conditions, significantly increasing wellhead durability. A tapered connection makes hose fitting easy, while simpler service saves valuable field time and helps reduce maintenance and labor costs.
The QED ORP215M-R wellhead features heavy-duty engineered plastic construction – tougher and stronger than PVC. Molded, glass-filled polypropylene boosts strength and resistance to UV, weather and harsh field conditions, significantly increasing wellhead durability. A tapered connection makes hose fitting easy, while simpler service saves valuable field time and helps reduce maintenance and labor costs.
QED’s Easy Port™ fittings are engineered specifically for landfill gas wellheads. Made with fiber-reinforced engineered plastic, they have a screw-on bird-proof cap that seals tightly. The sample ports feature heavy walls to reduce heat loss and freezing, and are UV protected for much longer field life. The cap seals tightly but can be easily removed with a simple twist. It is tethered to the fitting so it cannot be dropped or lost.
The upgraded ORP215M-R wellhead allows operators to have the exact orifice plate for efficient tuning right at hand. By tuning the ORP wellhead to maintain differential pressure (DP) of 0.5 to 5-inches of water column vacuum, wellheads operate at the optimum rate. When used with the QED GEM5000 portable gas analyzer, technicians can monitor and tune wellheads to match changes in field flow, keeping the optimum DP.
For more information on the upgraded QED ORP215M-R wellhead, contact QED Environmental Systems at (800) 624-2026 or visit www.qedenv.com
About Q.E.D. Environmental Systems, Inc.
Q.E.D. Environmental Systems, a subsidiary of Graco Inc., is a leading manufacturer of innovative environmental pumping systems, landfill products, landfill gas products, and air strippers for use at landfills, mines, oil refineries and other industrial sites, as well as hazardous waste cleanup sites. Our products are used around the world for a wide range of environmental applications, including groundwater sampling, groundwater remediation pumping, landfill leachate and condensate pumping, landfill gas collection and control, landfill and biogas analysis, air stripping and VOC removal, and wireless data acquisition. Based in Dexter, MI, QED serves customers from support centers in Michigan and England. For more information, call 734-995-2547 or contact us at This email address is being protected from spambots. You need JavaScript enabled to view it.
Sandvik Coromant announces partnership with HCL CAMWorks
~ HCL CAMWorks® software to implement industry-first steel turning concept ~
Machining solutions leader Sandvik Coromant has announced its partnership with global technology company HCL Technologies, to integrate its PrimeTurning™ technology into HCL CAMWorks software. The new partnership allows users of HCL CAMWorks to efficiently and securely plan PrimeTurning™ operations and maximise machining productivity.
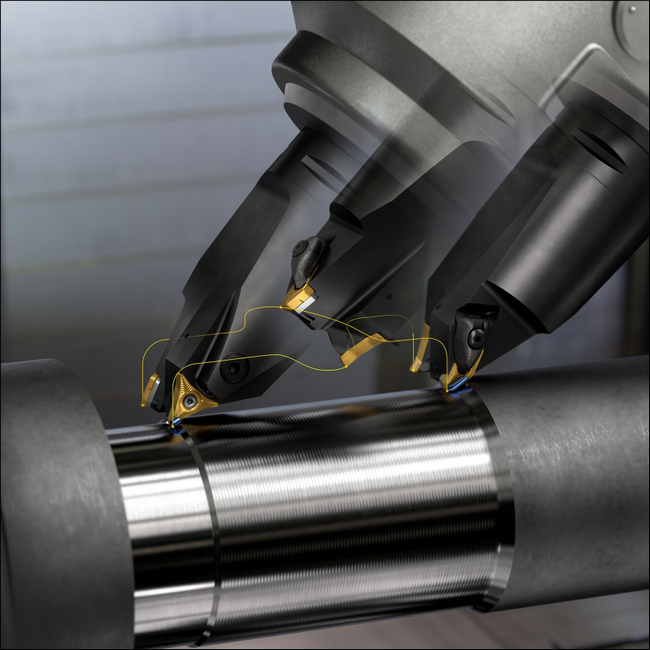
The PrimeTurning™ methodology and supporting tools provide manufacturers with the industry’s first true ‘all-directional turning’ solution. Unlike conventional turning operations, which have remained largely unchanged for decades, PrimeTurning™ allows machine shops to complete longitudinal (forward and back), facing and profiling operations with a single tool.
Using two innovative and multipurpose tools, CoroTurn® Prime A-type and B-type, PrimeTurning™ is proven to deliver greater efficiency and productivity results compared to conventional turning. HCL provides information technology services to various sectors of industry and offers a range of product solutions, such as its computer aided manufacturing (CAM) software, HCL CAMWorks. The platform is a feature-based CAM software that helps to increase productivity with adaptable automation tools, to optimize CNC code for easy implementation and to help users set up proper parameters and variables to secure maximum output.
HCL CAMWorks facilitates associative machining, which ensures changes to designs are always reflected in the toolpath. It also eliminates common time constraints with file transfers and gives users the ability to work with multiple platforms.
As part of the new partnership, HCL CAMWorks has integrated PrimeTurning™ technology into its software products. “Partnering with HCL CAMWorks is vital to ensuring customer satisfaction and helping them to improve efficiency” said Marko Stugbäck, Product Manager for Digital Machining Business at Sandvik Coromant.
“This new partnership means that our mutual customers can enjoy the benefits of our technology through an integrated channel, which makes the programming of machining operations more efficient and easier to manage. For instance, PrimeTurning™ can deliver a 50 per cent productivity increase, turning flexibility in all directions and greater machine utilization, reducing time set up and tool changes,” continued Stugbäck.
“HCL CAMWorks software is not only vital to machining operations like that of turning methods, but it also plays a major role in helping the wider manufacturing sector adapt to Industry 4.0. With this partnership, we aim to bring more value to end users and equip them with the tools needed for manufacturing in a digitalised world.”
For more information about PrimeTurning™, visit www.sandvik.coromant.com/primeturning/, or to learn more about more about HCL CAMWorks, visit www.camworks.com.
Sandvik Coromant
Part of global industrial engineering group Sandvik, Sandvik Coromant is at the forefront of manufacturing tools, machining solutions and knowledge that drive industry standards and innovations demanded by the metalworking industry now and into the next industrial era. Educational support, extensive R&D investment and strong customer partnerships ensure the development of machining technologies that change, lead and drive the future of manufacturing. Sandvik Coromant owns over 3100 patents worldwide, employs over 7,600 staff, and is represented in 150 countries.
For more information visit www.sandvik.coromant.com
Understanding the factors affecting heat loss
Understanding the factors that influence heat loss allows design engineers to better calculate the insulation and power needed to heat a product. Troubleshooting any inefficiencies and reducing heat loss can improve the efficiency of heating systems and save costs. Here, Johann Lainer, senior marketing communications specialist at industrial technology company Watlow, breaks down the factors related to heat loss and explains how to calculate predicted heat loss for your application.
Heat loss is the intentional or unintentional movement of heat from one material to another, which can happen through conduction, convection or radiation. Conduction often occurs when an insulated or uninsulated component is in direct contact with another component, convection occurs when a pipe, electric heater or other component has an air barrier around it, while radiation is when there is no contact and heat moves as waves.
How heat loss happens
With an understanding of how heat loss occurs, it’s important to then select power and temperature controllers that best suit your heating situation. One way to do this is to account for common heat loss factors. While every scenario will have different factors affecting heat loss and transfer, uninsulated surfaces, vertical or horizontal insulated surfaces and oil, paraffin or water surfaces are common areas of heat loss that design engineers must account for when selecting heating products.

Factors that influence heat loss can change when relocating a process or make changes to an assembly line. Targeting a facility’s heat loss factors and making necessary adjustments with controlling equipment or insulation strategies keeps your operations running at the same quality and consistency as it was before the change.
In addition, adjusting the temperature of a heater or protecting it from one or more of these heat loss factors can reduce the wattage usage of the system, saving a considerable amount in daily operating expenses.
Emissivity and heat loss
Emissivity is defined as the ability of a particular object or material to emit infrared energy. The emissivity of a heater, thermocouple and insulation can affect the heat loss by radiation.
This is another piece of the puzzle when determining how much heat is required for a specific application. It’s important to explore the emissivity of the material in the heating process and identify whether the material is a polished surface or has medium or heavy oxide. Even non-metals are emissive, so the specific heat of insulation materials must be checked to see how it can affect overall heat loss.
Calculating heat loss
When working to reduce heat loss, adopting a predictive mindset is advised. Watlow recommends calculating a process or piece of equipment’s expected heat loss based on the location, insulation type and material being heated.
To understand how to calculate heat loss, multiply the convection curve value by a factor of 1.29 for horizontal heating products, whereas vertical pipes should use the direct value of the curve. For bottom surfaces, multiply the curve by 0.63. However, this offers a rough guide and the calculation does not consider other heat loss factors that may affect your product. Original equipment manufacturers (OEMs) need a more accurate way to measure heat loss for their specific product, so alterations known as emissivity values need to be made.
Using the graph is helpful at high temperatures, but as the temperature reaches ambient, or over 21 degrees Celsius, it can be difficult to read. There are two general rules that can help you arrive at a more precise temperature reading.
Firstly, calculate losses from an uninsulated surface close to 1.0 emissivity by dividing the temperature rise above ambient by 200, and secondly, calculate losses from an insulated surface with the approximate thickness of one inch and a thermal conductivity K- value of 0.5 by dividing the rise above ambient temperature by 950.
From controllers to heaters, or whether you’re looking to improve the efficiency of your process, Watlow offers a range of industrial heating equipment and technical guides to help design engineers understand and manage heat loss factors.
Heat loss is influenced by various reasons dependent on the material and application. However, the result remains the same — increased costs and more inefficiencies. Understanding what causes heat loss and knowing how to calculate the predicted loss of your application is key to maintaining productivity.
To find out more about Watlow’s products or to calculate heat loss, visit watlow.com/heat-loss-factors-and-graphs/.
About Watlow:
Watlow is a global industrial technology company that uses its world-class engineering expertise, advanced thermal systems and manufacturing excellence to enrich everyday life. Many of the world’s leading companies leverage our technology in vital applications such as semiconductor processing, environmentally-friendly energy solutions and lifesaving medical and clinical equipment, to name a few. Founded in 1922, Watlow’s culture is driven by our purpose of “Enriching Lives Through Inspired Innovation,” enabling us to deliver high-impact solutions that improve our customers’ competitive advantage.
Metso Outotec awarded a major contract for supplying dewatering, flotation and automation technology to Nornickel in Russia
Metso Outotec has signed an agreement to deliver industry-leading dewatering, flotation and automation equipment for the Nornickel Talnakh processing plant expansion project in Norilsk, Russia. The order value, which is not disclosed, has been booked in Minerals’ Q2 and Q3 2021 orders received.
Metso Outotec’s delivery scope consists of the modernization of the three existing thickeners and the delivery of over 100 TankCell® flotation machines and an automation system for the new line 3 flotation area. In addition, the contract covers the supply of spare parts and consumables. Metso Outotec will also provide a metallurgical performance guarantee as well as advisory services for the installation and commissioning of the equipment. The delivery is scheduled for 2022/2023.
 “We are pleased to continue our partnership with Nornickel. The supply of leading-edge equipment from Metso Outotec for the existing line 2 and the new line 3 flotation section at the Talnakh concentrator will enable an increase in the amount of ore processed. We have collaborated with Nornickel on several projects to boost the throughput rates of their processing facilities, and we are grateful for having again been selected to provide reliable solutions for a project as significant as Talnakh. Metso Outotec has previously supplied comminution and ore processing solutions and equipment for the Talnakh Concentator lines 1 and 2,” says Markku Teräsvasara, President, Minerals business area, Metso Outotec.
“We are pleased to continue our partnership with Nornickel. The supply of leading-edge equipment from Metso Outotec for the existing line 2 and the new line 3 flotation section at the Talnakh concentrator will enable an increase in the amount of ore processed. We have collaborated with Nornickel on several projects to boost the throughput rates of their processing facilities, and we are grateful for having again been selected to provide reliable solutions for a project as significant as Talnakh. Metso Outotec has previously supplied comminution and ore processing solutions and equipment for the Talnakh Concentator lines 1 and 2,” says Markku Teräsvasara, President, Minerals business area, Metso Outotec.
Sergey Dubovitsky, Senior Vice President Strategy, Strategic Projects, Logistics & Procurement at Nornickel, commented: “The new contract further develops the collaboration with our longstanding partner Metso Outotec, which has supplied technology to us for many years. We have an excellent track record of using the Metso Outotec machinery across the entire geography of our operations. The new equipment supply contract plays a crucial role for our expansion project – Talnakh Concentrator Line 3, which is a key step to deliver our strategy of sustainably producing metals required for the world economy to go greener”.
Metso Outotec's dewatering and flotation solutions are energy-efficient providing lower operating costs, and helping customers achieve maximum productivity and consistent recovery rates.
More information on Metso Outotec dewatering, flotation and automation technologies is available on our website
Metso Outotec is a frontrunner in sustainable technologies, end-to-end solutions and services for the aggregates, minerals processing and metals refining industries globally. By improving our customers’ energy and water efficiency, increasing their productivity, and reducing environmental risks with our product and process expertise, we are the partner for positive change.
Metso Outotec is committed to limiting global warming to 1.5°C with Science Based Targets. We ranked 8th on the 2021 Global 100 list of the world’s most sustainable companies.
Headquartered in Helsinki, Finland, Metso Outotec employs over 15,000 people in more than 50 countries and its sales for 2020 were about EUR 3.9 billion. The company is listed on the Nasdaq Helsinki. mogroup.com
Metsä Spring invests in Innomost, a startup producing valuable bioactive products from birch bark
Metsä Group’s innovation company Metsä Spring Ltd has made an equity investment in Innomost Ltd, a startup converting forest industry side streams into high-value bioactive products. The financing round totals approximately EUR 5 million, consisting of private investments and public financing from Business Finland and ELY Centre for Central Finland. Metsä Spring is participating in the round with Innovestor Technology Fund and other private investors.
Innomost intends to produce valuable ingredients for the cosmetics and personal care industry, as well as for other industrial applications. Metsä Group has several mills, which may provide birch bark for the production. The company’s present product portfolio includes betulin, suberin, birch charcoal powder and birch bark powder. These ingredients can be used in different cosmetic product categories, including skincare, hair care, body care, decorative cosmetics and oral care. Especially betulin and suberin have also other potential industrial uses. The Finnish skincare brand Lumene has launched a couple of cleansing products with Innomost ingredients.

“We are excited to support Innomost on its path to commercial success. The link to Metsä Group’s business ecosystem is strong, because our industrial side stream, birch bark, is used as the raw material in making the Innomost products. Resource-wise use of wood has always been in the focus of Metsä Group’s development activities. By collaborating with startups, such as Innomost, circular economy can be taken to a new level,” says Erik Kolehmainen, VP, Corporate Venturing at Metsä Spring and new Board member of Innomost.
“It is our privilege to work with a great forest industry company like Metsä Group. The partnership affects us dramatically in a positive way. We have now a solid partner that gives us reliability and supports our long term plans. Additionally, we have secured our raw material supply with Metsä Group. There is no limit, only our imagination, what we can do together from these side streams. I am looking forward to collaborating and introducing our sustainable products to customers”, says Sami Selkälä, CEO at Innomost.
Metsä Spring was established in May 2018 with the aim of strengthening Metsä Group’s business ecosystem in the long run. Innomost is the sixth project in Metsä Spring’s portfolio. Other projects include equity investments in startups Woodio Ltd and Montinutra Ltd, the ExpandFibre collaboration with Fortum, as well as the in-house projects developing textile fibres and 3D packaging products from wood pulp.
Metsä Spring
www.metsaspring.com
Innovation company Metsä Spring invests expertise and financial resources into initiatives with the ambition to reshape the forest-based bioeconomy, aiming to increase the value for Metsä Group’s stakeholders in the long-term.
Metsä Group
www.metsagroup.com
Metsä Group is leading the way in advancing the bioeconomy. We invest in growth, bioproduct development and a fossil free future. The raw material for our products is renewable wood from sustainably managed northern forests. We focus on the growth sectors of the forest industry: wood supply and forest services, wood products, pulp, fresh fibre paperboards, as well as tissue and greaseproof papers.
Metsä Group’s annual sales amount to approximately EUR 5.5 billion, and we have around 9,200 employees in 30 countries. Our international Group has its roots in the Finnish forests: our parent company is Metsäliitto Cooperative which is owned by 100,000 forest owners.
Innomost
www.innomost.com
Innomost is a Finnish start-up founded in 2016 that develops and produces high quality and renewable cosmetic ingredients from wooden side streams. Our valuable bio-based products are suitable for a wide range of sustainable chemical industry innovations.
Active and passive harmonic mitigation
~ Filtering techniques to combat current harmonics~
The rise of non-linear loads in industrial environments over the last two decades has resulted in the growing problem of harmonic currents and utility-level voltage distortion. Facing a lack of awareness, the industry has struggled to implement effective mitigation techniques. Here, John Mitchell, global sales & marketing director at power quality specialist CP Automation explores active and passive filtering.
In industry, voltage distortion caused by current harmonics can wreak havoc on a plant. Damage can be serious, causing voltage notching, motor vibration, arcing, nuisance tripping, electromagnetic interference (EMI/RFI) and overheating. Thermal stress can cause components to wear out quicker and results in increased energy costs in the long term.
Recent decades have seen a rise in the use of non-linear loads such as transistor based variable speed drives (VSDs) and line commutated DC drive systems. The processes of high frequency switching and pulse width modulation (PWM) introduce unwanted multiples of the fundamental 50hz frequency in the form of harmonics.
Industry challenges
Various approaches have been used to combat harmonics over the years. This has led to many suppliers using setups which are not meant for harmonic mitigation, in complex configurations that often raise costs.
There is the added issue of meeting international requirements such as IEEE-519 which limits harmonic frequencies. Some form of filtering is subsequently recommended.

Active vs passive
Active harmonic mitigation methods work by effectively cancelling out the harmonic disturbance by generating an opposing compensating current. Passive methods divert currents or block them completely using low or high impedance paths.
Passive and active solutions can be installed in series configurations or in parallel, or shunt, configurations. The methods work either in series or in parallel with a non-linear load respectively and can block or divert potentially harmful harmonic currents away from the power supply.
As series solutions operate in line with the load, units must be sized for the full current load. Shunt units are sized based on the harmonic disturbance. There are options available that offer shunt-active, series-active, shunt-passive and series-passive solutions.
Series-passive
A straightforward series-passive solution can be achieved using a line reactor. This is a three-phase choke placed in front of the rectifier. It can reduce current harmonics, while adding a level of protection to the rectifier. However, it's unsuitable for large drives and is unable to meet IEEE519 standards alone.
The next option is to use a series harmonic filter. It provides effective compensation, significantly reducing total harmonic distortion (THD). Although it works well as a "catch-all" it is grid sensitive and may lead to interaction. It's also not particularly suited to dynamic applications, working best on a well-balanced supply.
The last series-passive solution is multi-pulse — a multi-winding transformer with phase shift in the windings. Because every secondary winding has its own rectifier, an 18-pulse configuration can target and effectively cancel out the 18th, 19th, 35th and 37th harmonics.
The downside is that it's very sensitive to unbalance. At less than 100 per cent load, the current THD doubles from 8 per cent to 16 per cent. Units are also often large and difficult to retrofit.
Shunt-passive
Shunt passive is power factor correction, often using fixed capacitor banks, tuned and detuned contactor-based units, thyristor capacitor banks and fine-tuned passive filters.
An inherent weakness of passive solutions is the inability to control the load. The grid loading can cause several fine-tuned shunt filters to interact, resulting in resonance with other equipment.
Series-active
Series-active takes the form of an Active-Front-End (AFE) variable speed drive (VSD). It replaces the rectifier diodes in a regular VSD with an IGBT controlled rectifier to eliminate switching based signal noise and introduce regenerative braking.
Although this unit may at first seem to eliminate harmonics, this means twice the heat and with a 200kW AFE it soon adds up. For the panel builder or system integrator, bigger cooling systems are needed to cope with the excessive heat.
AFEs are great at significantly lowering THD and maintaining good power factor. However, to maintain a small form factor, lower switching frequencies are used, which result in high switch ripples on the voltage waveform. This can cause equipment to nuisance trip and malfunction.
Shunt-active
For shunt-active solutions, users may consider an active filter. It is particularly suited to VSD harmonics. It can cancel out harmonic frequencies by injecting equal and opposite, phase shifted, current frequencies.
Shunt active filters provide the most efficient harmonic compensation in a compact unit which has little loss, is insensitive to grid conditions, cannot be overloaded and is easy to retrofit. It is more costly but offers a better return on investment over the longer term.
Effective harmonic mitigation may seem intimidating, but it doesn't have to be. Understanding the differences between various techniques can yield better cost savings, reduce complexity and prolong equipment life.
About CP Automation: CP Automation is a specialist in the repair and replacement of automation equipment including electronic boards, PLCs and Ac and DC drives. It was established to provide an independent maintenance service, without exclusive ties to any manufacturer. However, it does have strong relationships with the principal inverter, encoder, resistors and motor manufacturers.