
Super User
Hazardous waste specialist Malary bolsters UNTHA shredding fleet
Industrial waste management specialist Malary has bolstered its hazardous material recycling capabilities with an investment in a second RS100 UNTHA shredder.
The heavy duty four shaft UNTHA RS100 is the latest addition to the fleet, with another existing RS100 already in operation.
Capable of processing the materials many operators shy away from, Malary will use the new equipment to shred contaminated waste such as IBCs, and plastic/steel drum shredding for re-use, recycling, and energy recovery. Currently configured to handle up to 150 tonnes pr/week the new RS100 machine doubles Malary’s total capacity, with the ability to transform difficult wastes into a homogenous particle size as small as 50mm.

The fraction is then further separated so that ferrous and non-ferrous material can also be salvaged for remanufacturing. Commenting on the latest shredder investment, Malary’s managing director Lewis Walker said: “With sophisticated in-house processing facilities that include seven different recycling routes – together with UKAS-approved laboratories to ensure the quality of all recycled product – we’ve built a solid reputation for complex waste handling and are trusted by some of the UK’s leading waste contractors.
“To continually offer the best possible solution for our customers – while boosting the environmental and commercial efficiencies of our facility – we are constantly investing in new and better technologies, and UNTHA’s four shredders now lie at the heart of our operation. The capabilities of these globally-proven machines – known for their ability to tackle difficult materials economically, safely and compliantly – is crucial to us.”
UNTHA’s four shaft shredder technology was the first to be introduced into the range, when the Austrian-headquartered manufacturer was founded back in the 1970s. The series began with the launch of the compact RS40 but has continually evolved as UNTHA’s engineering innovation has progressed over the decades.
UNTHA shredder transforms manufacturing site in heart of Brooklyn
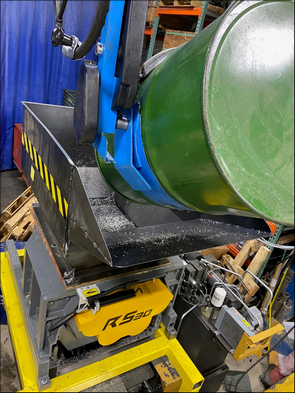
An UNTHA shredder is now in operation in the heart of Brooklyn, New York, as precision manufacturer Linda Tool gears up for further growth.
 The firm has been producing components and assemblies for industries including aerospace, and oil and gas, since it was founded in 1952. But nestled away in the bustling Brooklyn streets – where real estate is at a premium – the facility has found it harder to store chips and turnings as its production capacity has continued to rise.
The firm has been producing components and assemblies for industries including aerospace, and oil and gas, since it was founded in 1952. But nestled away in the bustling Brooklyn streets – where real estate is at a premium – the facility has found it harder to store chips and turnings as its production capacity has continued to rise.
Metallic machining chips – primarily aluminum, titanium, and various brass and stainless steel alloys – were previously stored in 55 gallon drums, to be collected for resale and recycling. But with the drums soon stacking up despite weekly pick-ups, this still represented an undesirable use of the site’s precious space.
Linda Tool therefore explored both the metal shredding and briquetting technology available in the marketplace, to make smarter use of space while bolstering its environmental performance. They first installed a briquetter, which handled their chips well, but was unable to process their longer, stringier material. Further research therefore brought president Mike DiMarino to UNTHA America, and the four shaft RS30 shredder – a compact yet robust machine capable of shredding this tough metallic ‘waste’ into free flowing material that the briquetter could better handle.
“It’s difficult to operate a manufacturing facility in Brooklyn – the second most densely populated county in the United States,” commented Mike. “We produced briquettes to get our chips off-site as efficiently as possible, but it was labor intensive as we had to hand load the machinery and stay close by to monitor the process and rake material around. This approach was also maintenance-heavy.
“We would easily need a recycling collection once or twice a week, which was a real logistical struggle too, when trying to get the trucks to site.”
 Having researched the solutions available, Linda Tool quickly decided on an UNTHA shredder.
Having researched the solutions available, Linda Tool quickly decided on an UNTHA shredder.
Now, by producing a homogenous 1 inch output thanks to the RS30’s in-built screen, they can simply feed all of their material into the shredder, allowing the briquetter to do its job unattended. Adding the shredder also increased the density of the briquettes, allowing them to increase their loads to 1.8 tons of briquettes – 50% more than previously.
The machine is currently handling 1 ton of material per week but has capacity to process far more. The recycling contractor’s visits have fallen to once every 4-6 weeks, for further cost and environmental efficiencies, meaning the net financial yield from the recycling process has improved by 50%. The HVAC system is also more efficient as the overhead garage door does not have to open for as long, or as many times, due to the infrequency of scrap pickups.
Residual oils and lubricants are more easily recovered too, allowing the team to enhance its environmentally safe footprint – not least because it is easier to recycle and reuse the machine tool coolant.
“What many people perhaps don’t realize about smarter ‘waste’ handling, is that not only can they improve their environmental performance, but shredding makes good business sense too,” concluded Mike. “Our site is tidier, we’ve reduced material collection costs, and overall we’re more efficient – which is particularly important because our colleagues can spend time on more value-added tasks, rather than manual labor. This is especially applicable because the UNTHA RS30 is so easy to maintain.”
SinnovaTek appoints veteran CPG executive Jim Holbrook as Chairman of the Board of Directors
SinnovaTek is bolstering its executive leadership team, as the Company moves to scale-up their efforts to become a leading service partner to emerging brands. This month, the Board appointed Jim Holbrook to become Chairman of the Board of Directors, a veteran CPG executive who brings a vast amount of knowledge and expertise around sales, marketing, brand-building, and business operations, to the Company. In his new role with SinnovaTek, Jim will be a key advisor to the business as it continues to expand its current operations and refine their B2B strategy.
 Jim Holbrook “The team and the technology at SinnovaTek are both impressive, and I see a robust growth curve for them. I am delighted to join the team and cheer them on,” said Holbrook.
Jim Holbrook “The team and the technology at SinnovaTek are both impressive, and I see a robust growth curve for them. I am delighted to join the team and cheer them on,” said Holbrook.
“We are very pleased to have Jim joining us and committed to playing an ongoing role in the executive leadership of SinnovaTek. As we continue to drive significant growth in our co-manufacturing business, it will be incredibly important we have the right voices at the table – those that are experienced in business operations, and also those that share our mission of promoting health and wellness via a sustainable supply chain,” said Michael Druga, Co-Founder, President and CEO of SinnovaTek.
Most recently, Jim was the CEO of Daymon Worldwide, a Stamford, CT-based corporation that provides marketing, branding, and market research data analysis services intended to create leading private brands, focused on exceptional consumer experience. At Daymon, Jim oversaw the company’s merger with Advantage, creating “the most comprehensive suite of brand-centric and retailer-centric services in the U.S. and internationally.” Prior to joining Daymon in 2015, he served as the President & CEO of Post Consumer Brands, which at the time, comprised of Post’s cereal business, as well as Power Bar and other company acquisitions in the nutrition products category. He has also held roles at Zipatoni, Interpublic Group, Ralston Purina (now Nestle Purina), and Procter & Gamble, with increased levels of responsibility. Jim is also currently a member of the Board of Zea BioSciences, a Massachusetts-based biotechnology firm that specializes in developing high-quality botanical ingredients for use in consumer and pharmaceutical applications.
The recent appointment follows a $5M investment in the Company by Lewis & Clark AgriFood, a St. Louis-based AgTech and FoodTech investment firm, which was announced in mid-July.
“Through Jim’s prior experiences, he brings not only an expertise in growing and scaling businesses that operate in the CPG space, but also an intimate understanding of the end customer SinnovaTek is serving. Both of which will be invaluable as the Company transitions from an early pioneer to a market-leading B2B platform serving the CPG industry,” said Tim Hassler, Managing Director of Lewis & Clark AgriFood.
“It is a rarity that you find someone as well-rounded as Jim. He brings an incredible background of business and operational expertise to the Company, as well as thought leadership in formulating, developing, and implementing business strategy in forward-thinking brands and companies,” said Dave Taiclet, Managing Partner of Lewis & Clark AgriFood. “We are fortunate to have him as part of the SinnovaTek team.”
About SinnovaTek
SinnovaTek is a leading developer and integrator of advanced food processing equipment and technology through its family of companies including SinnoVita and FirstWave. As a certified B corporation, SinnovaTek’s mission is to promote worldwide health and wellness by fostering the delivery of high quality, healthy foods through sustainable methods. SinnovaTek is passionate about finding the best solution for its customers. Learn more at sinnovatek.com
About Lewis & Clark AgriFood
Lewis & Clark AgriFood is a St. Louis-based group of experienced investment professionals who are passionate about investing in companies at the forefront of food and agriculture innovation. We look for companies that deliver benefits to the stakeholders in the food and agriculture sector from the producer to the supply chain, all the way to the consumer. We invest in companies at the growth stage of their evolution, poised to scale their technology to a national or global scale. As founders, operators, investors and scientists, our seasoned investment team brings a breadth of quality sector experience to every investment. For more information, visit lewisandclarkagrifood.com
2021 brings market share increase for quality approved Spanish chorizo
The British market continues to be the main destination for quality approved chorizo from the Consorcio del Chorizo Español (Spanish Chorizo Consortium), with 1.1 million kilos of Consorcio-labelled Chorizo exported to the UK in the first half of 2021. The Consorcio has now reached an excellent 22.12% market share in the UK, which means that one out of every five chorizos sold here is certified with the Consorcio del Chorizo Español seal.
- The Spanish Chorizo Consortium is made up of 22 producers/exporters and was established in 2016.
- The Spanish chorizo seal ensures the origin – Spain – and a unique guarantee. It certifies monitoring of the product piece by piece, creating a distinctive brand and recognition for its sale in the home market.
- It is a 100% Spanish product: a product that is always manufactured in Spain, with 100% Spanish premium quality ingredients.
- Chorizo of the Spanish Consortium must carry garlic and paprika, differentiating this particular sausage from other origins and other sausages. It is cured outdoors or smoked. The main base is minced pork and marinated with spices such as paprika that gives it its typical red colour. Only paprika from fruits grown, dried and milled in the Spanish territory is allowed.
- The UK is the consortium’s largest export market, followed by France and Germany. Colombia and Canada are the most relevant outside Europe. In Europe, Ireland, the Czech Republic, Belgium and Denmark are also notable export destinations.
- The change of administration in the US has meant that Spanish exports of cured sausage have multiplied by 5 and the number of Consortium-labelled chorizos being sent to the US has exceeded 4,000 kilos in the first half of 2021.
 The Consorcio del Chorizo Español is a voluntary association that groups companies in the Spanish meat sector, all experts in chorizo production and export, with the aim of producing and marketing authentic, high quality Spanish chorizo. All companies associated with the consortium must comply with the quality regulations and certified procedures.
The Consorcio del Chorizo Español is a voluntary association that groups companies in the Spanish meat sector, all experts in chorizo production and export, with the aim of producing and marketing authentic, high quality Spanish chorizo. All companies associated with the consortium must comply with the quality regulations and certified procedures.
The British market alone receives more than 60% of all chorizo exported by the Consorcio, followed by France and Germany respectively. The UK is among the export markets that have grown the most for the Consorcio this year, increasing by almost 5% in comparison to the same period in 2020.
Alejandro Álvarez-Canal from the Consorcio, comments on the UK’s demand for chorizo: “The most popular type of chorizo, both globally and in the UK, is chorizo sarta (also known as chorizo ring), with the sweet, non-spicy chorizo being in greater demand. This product makes up around 90% of the Consortium-labelled chorizo that is sold in the UK.”
The Consorcio confirms there is still flexibility for Spanish exporters following Brexit, although the future is less certain: “Although the UK’s new border controls and import requirements for phytosanitary and veterinary certification for animal products are currently on hold, we are still aware of these future measures. Such regulations implicate a higher cost and means that more time must be spent on the products exported for the UK, and operators have already had to change their procedures which has in turn led to delays.”
Chorizos with the consortium seal are distinguished by their appearance, texture, aroma and taste, and their impeccable presentation. Chorizo that carries the Consorcio del Chorizo Español label is fully quality-assured and made in compliance with specific criteria in terms of traditional and authentic Spanish ingredients and production methods.
This year’s trade and consumer promotional campaign aims to position Spanish chorizo from the Consortium as a high quality, authentic product in the UK market. Campaign activity has involved trade and consumer advertising in retailer magazines, national newspapers, and online consumer recipe website Great British Chefs. All promotions have encouraged the versatility of Spanish chorizo as a product beyond its use as tapas or served with fish.
How to save 71% in water costs with ThinkTop V70 upgrade
Save 71% in water costs by upgrading one valve control top out of every four
Want to boost yield? Secure hygienic safety?
Reduce operating costs? Achieve your sustainability goals?
 Let experts at the Alfa Laval Fluid Handling Application & Innovation Centre solve the challenges you face. That’s what a leading global brewery did to determine the best way to reduce water costs when cleaning mixproof valves. No matter the industry or the challenge, our experts can come up with an innovative, fit-for-purpose solution for you.
Let experts at the Alfa Laval Fluid Handling Application & Innovation Centre solve the challenges you face. That’s what a leading global brewery did to determine the best way to reduce water costs when cleaning mixproof valves. No matter the industry or the challenge, our experts can come up with an innovative, fit-for-purpose solution for you.
Want to take your production to the next level? Contact us today.
Test results – more than 71% in water savings
Upgrading all valve control tops on a mixproof valve cluster isn’t always the optimal approach to raising process performance, especially for industries with less frequent cleaning requirements.
At least that’s what our Application & Innovation Centre experts found when investigating a sound upgrading strategy for the brewery. Our experts tested three scenarios using a set-up identical to the brewery’s own.
The optimal solution? Upgrading one out of every four valve control tops was by far the most attractive solution compared to upgrading them all.
“A total upgrade is not always the best approach. Sometimes a little ingenuity goes a long way,” says Mario Kurilic, Technical Sales Manager, Food & Water, Alfa Laval.
He continues: “Using one ThinkTop V70 to control four valve actuators delivered 71% in water savings and required less investment than changing all the control tops.”
Click here to see how the test went.
Faster valve cleaning, faster payback time
ThinkTop V70 with burst seat cleaning functionality effectively cleans the valve seat much faster and uses less water than the brewery’s current cleaning system.
This makes it possible to realize payback in less than a year, depending on the cleaning requirements, frequency and cost structure.
Explore Alfa Laval ThinkTop V70.

Click here to see the video.
This is Alfa Laval
Alfa Laval is active in the areas of Energy, Marine, and Food & Water, offering its expertise, products, and service to a wide range of industries in some 100 countries. The company is committed to optimizing processes, creating responsible growth, and driving progress – always going the extra mile to support customers in achieving their business goals and sustainability targets.
Alfa Laval’s innovative technologies are dedicated to purifying, refining, and reusing materials, promoting more responsible use of natural resources. They contribute to improved energy efficiency and heat recovery, better water treatment, and reduced emissions. Thereby, Alfa Laval is not only accelerating success for its customers, but also for people and the planet. Making the world better, every day. It’s all about Advancing betterTM.
Alfa Laval has 16,700 employees. Annual sales in 2020 were SEK 41.5 billion (approx. EUR 4 billion). The company is listed on Nasdaq OMX.
CASE Construction Equipment to enhance mini and midi excavator offering
CASE Construction Equipment is set to enhance its product offering, as CNH Industrial N.V. (NYSE: CNHI / MI: CNHI) announced the execution of an agreement to immediately purchase 90% of the capital stock of Sampierana SpA, a privately-owned Italian company that specialises in the development, manufacturing and commercialisation of earthmoving machines, undercarriages and spare parts, and to obtain 100% control of the company over four years following closing of the transaction.
![]() Recognised in the construction sector for its line of Eurocomach mini and midi excavators and special undercarriages, Sampierana Group has recorded excellent performance year-over-year, particularly in Europe, and is acknowledged for its reliability, quality and innovative technology. Its broad product portfolio, high customisation capacity and existing electric power prototypes are an ideal fit with CNH Industrial’s customer-centric and sustainable approach, and substantially augment the Company’s in house product and technology offering.
Recognised in the construction sector for its line of Eurocomach mini and midi excavators and special undercarriages, Sampierana Group has recorded excellent performance year-over-year, particularly in Europe, and is acknowledged for its reliability, quality and innovative technology. Its broad product portfolio, high customisation capacity and existing electric power prototypes are an ideal fit with CNH Industrial’s customer-centric and sustainable approach, and substantially augment the Company’s in house product and technology offering.
The acquisition will enable CASE Construction Equipment to integrate Eurocomach mini and midi excavators, Sampierana undercarriages and spare parts into its current product portfolio alongside those of its existing third-party OEM partners.
Stefano Pampalone, President Construction, CNH Industrial, stated: “This agreement is an important step in our strategy for the future growth of our brand. It will enable us to better serve our customers with a full line of mini and midi excavators. Such a significant investment is testament to CNH Industrial’s commitment to our construction equipment business, better positioning our brands in the high-demand mini and midi excavator market by integrating our current range with products of proven quality and reliability.”
Sampierana is based in Italy with its headquarters and production sites. Furthermore, it operates a fully controlled subsidiary with production facilities in Kunshan, China.
CASE Construction Equipment sells and supports a full line of construction equipment around the world, including the No. 1 loader/backhoes, excavators, motor graders, wheel loaders, vibratory compaction rollers, crawler dozers, skid steers, compact track loaders and rough-terrain forklifts. Through CASE dealers, customers have access to a true professional partner with world-class equipment and aftermarket support, industry-leading warranties and flexible financing. More information is available at www.CASEce.com.
CASE Construction Equipment is a brand of CNH Industrial N.V., a World leader in Capital Goods listed on the New York Stock Exchange (NYSE: CNHI) and on the Mercato Telematico Azionario of the Borsa Italiana (MI: CNHI). More information about CNH Industrial can be found online at www.cnhindustrial.com.
Ashland signs definitive agreement to sell performance adhesives business to Arkema for $1.65 billion
Upon completion of the sale, Ashland will be a focused additive and ingredients company with leadership positions in life sciences, personal care and coatings
Ashland Global Holdings Inc. (NYSE: ASH) announced today that its wholly owned subsidiary, Ashland LLC, has signed a definitive agreement to sell its performance adhesives business to Arkema in an all-cash transaction valued at approximately $1.65 billion or 20 times LTM EBITDA1. The transaction is expected to close by the end of calendar year 2021, subject to receipt of regulatory approvals and satisfaction of other customary closing conditions.
![]() Ashland's performance adhesives business has a portfolio of products that are well positioned in the market and valuable technologies with differentiating performance for customers across a variety of applications and markets.
Ashland's performance adhesives business has a portfolio of products that are well positioned in the market and valuable technologies with differentiating performance for customers across a variety of applications and markets.
“Performance Adhesives is a high-quality business with a strong and dedicated team that has demonstrated consistent and exceptional financial performance over the years,” said Guillermo Novo, chairman and chief executive officer, Ashland. “I want to thank the leadership team and global employees for their dedication and commitment to Ashland and to our customers. I believe that Arkema will be a great owner of the business, creating value for customers and employees.”
Ashland expects net proceeds from the sale to total approximately $1.2 to $1.3 billion and the company will maintain strong capital allocation discipline using the proceeds to invest in the growth of core businesses as well as optimize its balance sheet and reward shareholders.
The company plans to hold an Investor Day later this year in which Novo and members of the executive team will present key business strategies and growth initiatives and outline expectations for Ashland's longer-term performance.
The transaction is driven by Ashland’s strategy to focus its resources on expanding its additive and ingredients portfolio which will be strongly aligned with long term environment, social and governance (ESG) drivers and with resilient high-quality consumer markets that value innovation.
“As we look to the future, we are excited about the quality of our additive and ingredients portfolio and our leadership position in the core markets we serve,” said Novo. “Our experience and innovation capabilities, together with a more ESG-aligned portfolio will provide exciting opportunities to create value for all of our stakeholders, especially our customers, employees and shareholders. As we execute our strategy to expand Ashland’s additive and ingredients leadership position, we will maintain capital allocation discipline and focus on our goals of driving profitable growth, margin expansion and improved free cash flow conversion."
Citi is acting as financial advisor to Ashland. Cravath, Swaine & Moore LLP and Squire Patton Boggs LLP are acting as legal advisors to Ashland.
About Ashland
Ashland Global Holdings Inc. (NYSE: ASH) is a premier specialty materials company with a conscious and proactive mindset for sustainability. The company serves customers in a wide range of consumer and industrial markets, including adhesives, architectural coatings, automotive, construction, energy, food and beverage, nutraceuticals, personal care and pharmaceutical. Approximately 4,200 passionate, tenacious solvers – from renowned scientists and research chemists to talented engineers and plant operators – thrive on developing practical, innovative and elegant solutions to complex problems for customers in more than 100 countries. Visit www.ashland.com and www.ashland.com/sustainability to learn more.
1 Based on EBITDA of $82 million for the performance adhesives business for the 12 months ended June 30, 2021. EBITDA represents operating income plus depreciation and amortization. EBITDA is a non-GAAP financial measure. See Ashland’s periodic reports on Form 10-K and 10-Q for reconciliations for the relevant periods.
™ Trademark, Ashland or its subsidiaries, registered in various countries.
Upgraded Portable 400G Network Tester MT1040A Functions
Supports simultaneous dual-port 400GbE measurement and 200GbE
Anritsu Corporation is pleased to announce the launch of its 400G Dual/100G Quad Channel Expansion MT1040A-020 option offering upgraded functions for its popular Network Master Pro. Installing this new MT1040A-020 option in the MT1040A supports simultaneous dual-port 400G Ethernet (400GbE) measurements using a combination of two 400G measurement modules. As a result, since data Tx and Rx tests can be performed simultaneously, it is possible to both test networks as well as measure the latency and execute quality tests of 400G equipment efficiently using just one MT1040A unit. Additionally, testing of 200GbE used in data centers is also supported.
By upgrading the MT1040A functions to support 400GbE in response to customers’ requirements, Anritsu is contributing to the deployment and smooth operation of high-speed networks.
Development Background
With the start of 5G services and the spread of Cloud computing, as well as the rapid increase in teleworking, supporting increased network speeds and larger data capacities has become an urgent issue for communications network operators. As a result, demand for 400GbE is increasing as a means to cope with reinforcement of these networks. However, configuring stable and high-speed, large-capacity networks using 400GbE requires careful attention to key points, such as assuring the quality of equipment prior to constructing the overall network.

On the other hand, reducing network costs is a continuing requirement, while the increasing complexity of network functions and test items demands a test solution offering easy evaluation of network equipment.
Product Outline
The 400GbE Network Master Pro MT1040A is a portable tester for evaluating the communications quality of various network types operating at speeds ranging from 10 Mbps to 400 Gbps. With its stackable configuration of measurement modules, the MT1040A can support simultaneous dual-port 400GbE measurements using a combination of two 400G measurement modules, facilitating quality tests (BER, throughput, frame loss/latency, etc.) of 400GbE equipment. Moreover, in addition to supporting 400GbE, the MT1040A also supports 200GbE, offering network operators a cost-effective, all-in-one quality tester.
The useful, automatic, one-button test function for pass/fail evaluation of multiple test results cuts the test burden and reduces the need to support inexperienced operators performing complex on-site work of network problems.
About Anritsu
Anritsu Corporation (www.anritsu.com), a global provider of innovative communications test and measurement solutions for 125 years. Anritsu’s philosophy engages customers as true partners to help develop wireless, optical, microwave/RF, and digital solutions for R&D, manufacturing, installation, and maintenance applications, as well as multidimensional service assurance solutions for network monitoring and optimization. Anritsu also provides precision microwave/RF components, optical devices, and high-speed electrical devices for communication products and systems. The company develops advanced solutions for 5G, M2M, IoT, as well as other emerging and legacy wireline and wireless communication markets. With offices throughout the world, Anritsu has approximately 3,800 employees in over 90 countries.
AFRY acquires INSUCO and strengthens railway design offer
The acquisition of the Danish consulting engineering company INSUCO will strengthen AFRY’s digital services within railway design.
INSUCO is specialized within railway design, particularly tracks and stations, as well as drainage and safety (CMS). They are also recognized for leading competencies within digital 3D design and BIM modelling, and has several Danish railway lines in their portfolio.
“Digital solutions help to ensure stable, financially viable and smart infrastructure, which is crucial for efficient traffic flow at a time, when sustainability also plays a vital part. With their solid and well-documented experience INSUCO will be a great addition to the AFRY team,” says Malin Frenning, Head of Division Infrastructure at AFRY.

Amir Bigdeli, who founded INSUCO with fellow colleagues Ognjen Miseljic and Leon Stibolt Olsen, looks forward to sharing competencies with their new colleagues at AFRY.
”We are pleased to be part of AFRY, where we can work with what we are passionate about – developing innovative solutions and bringing the latest technology into play for exciting infrastructure projects. Together with AFRY we are stronger and thereby able to take on larger projects,” says Amir Bigdeli.
The acquisition of INSUCO is a part of the growth strategy with focus on track technology and digitalisation, in addition to growing in the Greater Copenhagen area.
INSUCO has 11 employees, and the company’s 2020 turnover was approximately 13 MSEK. INSUCO was consolidated into AFRY from the 1st of July 2021.
AFRY is a European leader in engineering, design, and advisory services, with a global reach. We accelerate the transition towards a sustainable society.
We are 16,000 devoted experts in infrastructure, industry, energy and digitalisation, creating sustainable solutions for generations to come.
Making Future
Technologies to power the vehicles of the future
OPTIMA packaging group expands portfolio to include fuel cell production lines
Fuel cell vehicles are considered a potential solution in the battle against climate change. The Optima Group has now developed machine solutions to increase the production capacity of fuel cells. As a result, the required production steps – coating, cutting, assembling the individual layers, and stacking – have been automated. This establishes the Schwaebisch Hall-based family-owned Group as a leading supplier of complete solutions, offering fuel cell production worldwide. More information will be available on September 14 and 15, 2021 at the f-cell trade show at the Haus der Wirtschaft conference and congress center in Stuttgart – or by contacting Optima directly.
According to experts, we must significantly increase our efforts in the fight against climate change. Hydrogen is attracting attention as a propulsion technology. Many hybrid buses have been equipped with fuel cells to generate electric power. This significantly increases the range of an electrically-powered vehicle.
Furthermore, the refueling process is considerably faster than charging a lithium-ion battery. These advantages are particularly effective for vehicles used for long periods with minimal breaks, for example trucks, autonomous transport systems, and industrial trucks in large logistics centers.
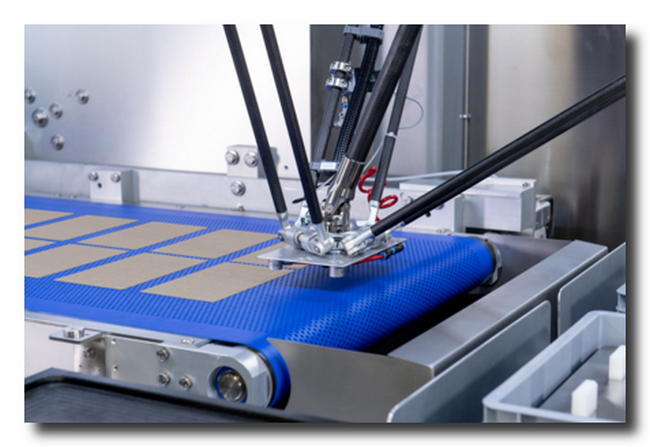 The extremely sensitive gas diffusion layers (GDLs) are a component of the membrane electrode assembly (MEA). They are cut and moved to the next process stage with the aid of a robotic gripper arm. (Source: Optima)
The extremely sensitive gas diffusion layers (GDLs) are a component of the membrane electrode assembly (MEA). They are cut and moved to the next process stage with the aid of a robotic gripper arm. (Source: Optima)
Growing demand for fuel cells
Greater use increases the need to produce fuel cells and drives demand for faster production. At the same time, extensive automation of the manufacturing process is essential to reduce production costs. At the heart of the fuel cell is the membrane electrode assembly, or MEA for short. This is permeated by hydrogen and oxygen, which react with each other within the MEA. This electrochemically generates the electric current required for propulsion of the vehicle. An MEA basically consists of an ion-conducting electrolyte membrane with a catalyst layer on the anode and cathode side (catalyst coated membrane, CCM) and gas diffusion layers (GDLs). These layers are delivered to the fuel cell or the MEA manufacturer as rolled goods or produced by the manufacturer itself. Here they need to be cut into the size required, assembled, and bonded.
 Werner Volk, Director New Applications/Concepts at Optima Life Science (left) and Juergen Bareiss, Head of Optima Life Science, with membrane electrode assemblies (MEAs). (Source: Optima)
Werner Volk, Director New Applications/Concepts at Optima Life Science (left) and Juergen Bareiss, Head of Optima Life Science, with membrane electrode assemblies (MEAs). (Source: Optima)
Complete solutions for all manufacturing stages
"After spending several years in development, we are pleased that we can offer suitable machine solutions for all process stages involved in manufacturing MEAs, despite the high barriers to entry," says Juergen Bareiss, Head of the Optima Life Science business unit where the manufacturing technologies for fuel cells were developed. In cooperation with Coatema Coating Machinery GmbH, total solutions that include unwinding, coating, and cutting GDLs as well as combining the GDL and CCM to form the finished MEA are now available. Stacking the finished MEAs into a fuel cell stack occurs in the final stages of development. This machine solution will also be market-ready by the end of the year.
"This was mainly possible due to synergy effects within the broad-based Optima Group, the courage to innovate, and preexisting technologies as well as know-how in web converting," explains Bareiss. Technologies previously used for manufacturing and packaging processes in the medical technology, consumer goods, and paper hygiene industries have proven to be extremely valuable. This makes Optima a leading supplier of complete solutions for fuel cell production.
"With our solutions, we strive to become the market leader in the field of complete solutions for fuel cell production and contribute to a more environmentally-friendly mobility," says Bareiss. "In addition to sustainable business and machinery, developing environmentally friendly and future-proof solutions for our target markets is also important to us as part of our overall sustainability strategy," adds Dominik Broellochs, Group Sustainability Manager at the Optima Group. The fuel cell, he explains, is precisely the kind of solution that will enable sustainable mobility.
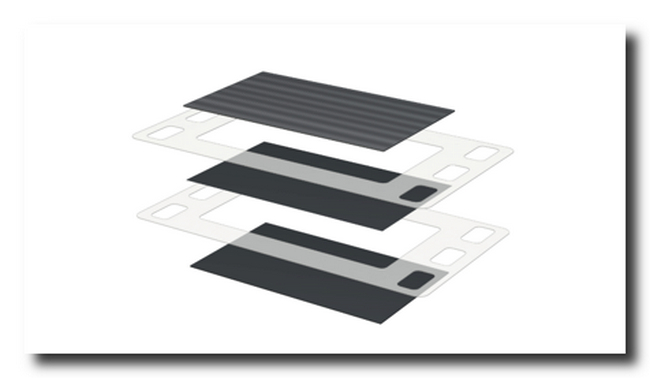 Structure of a membrane electrode assembly (MEA). The gas diffusion layers (GDLs) are on the outside, while the electrolyte membrane (catalyst coated membrane, CCM) is on the inside. Optima combines these layers together. (Source: Optima)
Structure of a membrane electrode assembly (MEA). The gas diffusion layers (GDLs) are on the outside, while the electrolyte membrane (catalyst coated membrane, CCM) is on the inside. Optima combines these layers together. (Source: Optima)
Market with great growth potential
"In contrast to lithium-ion batteries, German companies could become technological leaders in fuel cell development and manufacturing," says Werner Volk, Director New Applications/Concepts at Optima Life Science, who has been leading the developments. Optima is a global company that can supply machine solutions on an international scale along with the support required by producers who are interested in increasing their capacity. Anyone who is looking to switch from timed, piece-based production to continuous processes with higher outputs will find the right partner in Optima, says Volk. He will be on hand to answer questions regarding this subject at the f-cell trade show on September 14 and 15, 2021, at the Haus der Wirtschaft in Stuttgart (List hall, booth no. 46).
More about this topic at: www.optima-packaging.com/fuel-cell
About OPTIMA
Optima supports companies worldwide with flexible and customer-specific filling and packaging machines for pharmaceuticals, consumer goods, paper hygiene and medical devices markets. As a provider of solutions and systems, Optima accompanies these companies from the product idea through to successful production and throughout the entire machine life cycle. Over 2,650 experts around the globe contribute to Optima's success. 19 locations in Germany and abroad ensure the worldwide availability of services.