
Super User
Sulzer Chemtech’s technology helps vegetable oil producer enter the biofuel market
Businesses interested in producing biodiesel need advanced processing solutions that can achieve high purity levels while maximizing the recovery of this fuel. When Bremfield Sdn Bhd, a leading Malaysian vegetable oil processor, was looking to add biodiesel to its product portfolio, Sulzer Chemtech’s distillation technology offered an effective solution with a quick return on investment.
Rising demand for bio-based fuels is opening key opportunities for businesses looking to enter the biodiesel sector. This alternative to conventional fossil fuels leads to lower emissions of (CO2) and particulate matter when used.
 The solution consists of a highly effective distillation train that can process 300 tonnes of biodiesel per day and deliver high purity products. A substantial advantage for companies interested in producing biodiesel is the broad variety of feedstock available. In effect, this fuel can be obtained by processing a wide range of resources, such as animal fats, vegetable oils or used cooking oil. Therefore, businesses can utilize the raw material that best fit their needs and capabilities or resources that are already part of their production systems.
The solution consists of a highly effective distillation train that can process 300 tonnes of biodiesel per day and deliver high purity products. A substantial advantage for companies interested in producing biodiesel is the broad variety of feedstock available. In effect, this fuel can be obtained by processing a wide range of resources, such as animal fats, vegetable oils or used cooking oil. Therefore, businesses can utilize the raw material that best fit their needs and capabilities or resources that are already part of their production systems.
Regardless of the chosen resource, the manufacturing process remains the same and is based on the transesterification of triglycerides in the presence of alcohol, alkaline or enzyme catalysts. As a result of this reaction, mono-alkyl fatty esters – i.e. biodiesel – are produced, together with fatty acids, particularly monoglyceride.
After the esters are formed, their purification is the next essential step in biodiesel manufacturing, as it removes impurities and reduces the concentration of monoglyceride in the end product. Systems that can achieve a high separation performance are extremely beneficial. They help producers to deliver transparent fuels with extremely low cloud and pour points that can meet even strict winter-grade specifications. These can also be mixed with conventional diesel fuels to support, among others, customers in Europe and North America.
Tapping into new opportunities
In order to further leverage its existing oil-based resources, Bremfield Sdn Bhd wanted to set up a small-scale biodiesel facility in its oil processing plant, located in Klang, Malaysia. Creating a system with limited processing capacity of 300 tonnes of biodiesel per day and the need to obtain fuels with a minimum residual concentration of monoglyceride to meet strict winter-grade specifications, were some of the main aspects that the extraction equipment within the new production line needed to account for. To develop a highly effective solution for this application, the company contacted the leading separation technology specialist, Sulzer Chemtech.
The company was able to provide a design that could process the necessary 300 tonnes of biodiesel per day with high separation and energy efficiency while offering a quick return on investment (ROI). The solution that was developed relies on a single, compact separation column, where most of the biodiesel is extracted.
Key components within the column are Sulzer Chemtech’s MellapakPlusTM structured packings to fit a high number of theoretical stages in a limited footprint, minimizing the capital expenditure while providing the vacuum conditions required for biodiesel purification and maintaining low pressure drops.
As the column needed to reach elevated temperatures (between 190 °C and 220 °C) to effectively separate the biofuel from various impurities, the set up was designed to maximize the energy efficiency of heating operations. In this way, the oil processor could maintain low running costs, quick ROI and ultimately cost- competitive biodiesel prices.
Sulzer Chemtech was also responsible for basic engineering, detail engineering, procurement of equipment and accessories, project management, commissioning and startup of the new unit. Thanks to the solution provided by the company the facility was completed in less than a year and Bremfield Sdn Bhd has met its capacity goal of 300 tonnes per day and high purity requirements by reaching monoglyceride levels lower than the necessary 0.2% w/w, thus supporting winter-grade specifications. The facility has been operating efficiently for over four years and the company has been able to support customers with high-quality biofuels.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).
The Chemtech division is the global market leader in innovative mass transfer, static mixing and polymer solutions for petrochemicals, refining and LNG. Chemtech is also leading the way in ecological solutions such as biopolymers as well as textile and plastic recycling, contributing to a circular economy. Our product offering ranges from technology licensing to process components all the way to complete separation process plants. Customer support ranges from engineering and field services to tray and packing installation, tower maintenance, welding and plant turnaround projects – ensuring minimal downtime.
AFRY strengthens its offer within real estate and construction through acquisition of TM Konsult AB
With the acquisition of the architectural and technical consulting company, AFRY is increasing its local presence and establishing a comprehensive construction and real estate offering in a region that will see investments within the multi-billion bracket made into the industry's sustainable transition over the coming decades.
![]() TM Konsult was founded in 1966 and is a multidisciplinary company with strong local roots. Their range of services and geographical locations complement AFRY's existing operations and together the parties establish a comprehensive offering across the region.
TM Konsult was founded in 1966 and is a multidisciplinary company with strong local roots. Their range of services and geographical locations complement AFRY's existing operations and together the parties establish a comprehensive offering across the region.
“We look forward to strengthening our platform in northern Sweden, and being the preferred partner to our clients in the sustainable transition. We are so happy to welcome TM Konsult, who are a perfect match in offer and competence, but also in corporate culture”, says Malin Frenning, Head of Division Infrastructure at AFRY.
“Becoming part of a company like AFRY brings many development opportunities for both our employees and customers, for which I am very happy. We look forward to contributing together to the development of AFRY in northern Sweden”, says Anders Franklin, CEO TM Konsult AB.
TM Konsult AB has an annual turnover of approximately SEK 100 million and has 112 employees based in eight cities in Västerbotten and Västernorrland. The company will be consolidated as of May 1.
AFRY is a European leader in engineering, design, and advisory services, with a global reach. We accelerate the transition towards a sustainable society.
We are 16,000 devoted experts in infrastructure, industry, energy and digitalisation, creating sustainable solutions for generations to come.
Making Future
Metsä Board designs easy to recycle beverage packaging
Metsä Board, the leading European producer of premium fresh fibre paperboards and part of Metsä Group, has designed a light but strong, easily recyclable packaging for the new Chopin Organic Rye Vodka range at its Excellence Centre in Äänekoski, Finland.
 For Podlaska Wytwórnia Wódek “Polmos” S.A., the family-owned distillery that produces the Chopin Vodka brand, it was important that the packaging conveyed the brand ethos, as Joanna Dolińczyk, Marketing Coordinator, Chopin Vodka brand explains: “When we were looking for inspiration for the packaging design of our organic product, we wanted the packaging to reflect its organic production process. We had an extremely enthusiastic vision to create a truly organic and highly ecological packaging with three main goals: purity, whiteness and simplicity.”
For Podlaska Wytwórnia Wódek “Polmos” S.A., the family-owned distillery that produces the Chopin Vodka brand, it was important that the packaging conveyed the brand ethos, as Joanna Dolińczyk, Marketing Coordinator, Chopin Vodka brand explains: “When we were looking for inspiration for the packaging design of our organic product, we wanted the packaging to reflect its organic production process. We had an extremely enthusiastic vision to create a truly organic and highly ecological packaging with three main goals: purity, whiteness and simplicity.”
The packaging is manufactured using a protective F-flute, with all layers made of lightweight MetsäBoard Natural WKL Bright white kraftliner. The all-white litho-laminated packaging has a light and robust structure based on locking flaps that require no glue. No adhesive, combined with minimal coverage of low migration inks with water-based varnishing, created a package that is safe, stylish and easy to recycle. The packaging was manufactured by Prost-Key Packaging in Poland.
The opening mechanism allows the packaging to be opened and closed several times with ease, whilst also locking the bottle into place. The curved double folds add strength and reveals the bottle when viewed from the side. The whiteness of the design features the word ‘organic’ embossed on the sides and emphasises purity.
Iiro Numminen, Structural Packaging Designer, Metsä Board, commented: “The packaging communicates the brands promise to the consumer in every way. Easy recyclability was also a factor in the design concept as the importance of circular economy is paramount.”
The package was designed and tested at Metsä Board’s Excellence Centre that utilises cutting-edge technology for R&D, packaging design, and paperboard and packaging performance. Here the ambition is to accelerate material and packaging innovation and provide a collaboration platform for customers and technology partners globally.
The packaging is manufactured using the lightweight MetsäBoard Natural WKL Bright white kraftliner, produced at Metsä Board Husum mill. Its fresh fibres are 100% traceable to sustainably managed Northern European forests.
Metsä Board
www.metsaboard.com
Metsä Board is a leading European producer of premium fresh fibre paperboards. We focus on lightweight and high-quality folding boxboards, food service boards and white kraftliners. The pure fresh fibres we use in our products are a renewable resource, traceable to origin in sustainably managed northern forests. We are a forerunner in sustainability, and we aim for completely fossil free mills and raw materials by 2030.
Together with our customers we develop innovative packaging solutions to create better consumer experiences with less environmental impact. In 2020, our sales totalled EUR 1.9 billion, and we have about 2,400 employees. Metsä Board, part of Metsä Group, is listed on the Nasdaq Helsinki.
Siemens Mobility to Provide CBTC Signaling for the Extension of Metro Line 1 in Salvador, Bahia, Brazil
Siemens Mobility has been awarded a contract by Companhia de Transportes do Estado da Bahia to install a Communications-Based Train Control system (CBTC), GoA2, on the extension of Line 1 in Salvador, Bahia, Brazil. The CBTC signaling system will be fully implemented across the approximately five-kilometer extension that will connect Pirajá to Águas Claras/Cajazeiras, including two new stations. The full integration of the extension to the existing Line 1 will provide for greater availability, enhanced operations, and a better passenger experience. This contract builds on the already well-established relationship Siemens Mobility has with the Salvador Metro and CCR Metrô Bahia.
- CBTC signaling system to be implemented across five-kilometer extension of Salvador Metro in Salvador, Bahia, Brazil
- The automated signaling system will provide greater availability, enhanced operations, and better passenger experience
"The extension of Line 1 marks another important step in the expansion of the metro-rail system in Salvador. CTB is proud to be expanding its services together with its concessionaire CCR Metrô Bahia. We are pleased that Siemens Mobility will continue to contribute significantly to the modernization of our network", says José Eduardo Ribeiro Copello, CTB's President Director.
 “The extension of Metrô Bahia Line 1 is excellent news for the people in the City of Salvador. It is a further step of the State of Bahia’s Administration to provide access to comfortable, safe, and sustainable transport. With the supply of state-of-the-art digital signaling systems, Siemens Mobility is proud to be part of this important innovation project”, says Andreas Facco Bonetti, CEO of Siemens Mobility in Latin America.
“The extension of Metrô Bahia Line 1 is excellent news for the people in the City of Salvador. It is a further step of the State of Bahia’s Administration to provide access to comfortable, safe, and sustainable transport. With the supply of state-of-the-art digital signaling systems, Siemens Mobility is proud to be part of this important innovation project”, says Andreas Facco Bonetti, CEO of Siemens Mobility in Latin America.
Siemens Mobility will provide the software update for all onboard units on the existing 40 train fleet and for both Operation Control Centers (the main one and the backup). This contract also includes the installation, testing and commissioning of a radio system, electronic interlockings, and wayside equipment.
The Salvador Metro started operations in 2014 and is managed as a Public Private Partnership (PPP) by concessionaire CCR Metrô Bahia and the State of Bahia’s Administration. The system comprises two metro lines extending 32 km, with 20 stations, 2 OCCs, 2 depots, and utilizes a 40-train fleet to move 370 thousand passengers per day.
Siemens’ intelligent solutions played a key role in the creation of this system, including the installation of the signaling, train control, catenary and telecommunications systems. The control system Trainguard MT, implemented by Siemens Mobility between March 2015 and July 2018, allows for the automatic train operation to be activated with a train operator onboard (Grade of Automation level 2). Even though the conductor starts the train manually, the system automatically takes over acceleration/braking and speed control between train stations and determines the train’s stoppage and the opening/closing of doors at stations. The system also allows for driverless maneuvers in the turnback areas.
In developing the telecommunications system, Siemens Mobility successfully integrated the data transmission, fixed communications, multimedia, message panel and timing, as well as the electric monitoring and radio subsystems. Siemens Mobility was also responsible for the complete catenary supply (distribution and electrical supply system for traction) in 3 kVcc for the trains.
The radio based CBTC technology provides real-time data on vehicle position and speed conditions, allowing system operators to safely increase the number of vehicles on a rail line. This results in greater frequency of train arrivals and will allow Metrô Bahia to accommodate more passengers on its system. Additionally, the technology precisely locates each train on the tracks and controls speed, improving safety for riders and employees, while also providing the ability for continuous updates on system status that results in fewer delays and up-to-date travel information.
The Siemens Mobility CBTC solution Trainguard MT is the most extensively deployed automatic train control system in the world and is also used by many operators in Latin America, like São Paulo and Buenos Aires, and around the world, including Paris, Beijing, and New York.
Siemens Mobility is a separately managed company of Siemens AG. As a leader in transport solutions for more than 160 years, Siemens Mobility is constantly innovating its portfolio in its core areas of rolling stock, rail automation and electrification, turnkey systems, intelligent traffic systems as well as related services. With digitalization, Siemens Mobility is enabling mobility operators worldwide to make infrastructure intelligent, increase value sustainably over the entire lifecycle, enhance passenger experience and guarantee availability. In fiscal year 2020, which ended on September 30, 2020, Siemens Mobility posted revenue of €9.1billion and had around 38,500 employees worldwide. Further information is available at: www.siemens.com/mobility.
ZIEMANN HOLVRIEKA has been awarded a turnkey contract from Mark Anthony Brewing
ZIEMANN HOLVRIEKA GmbH, Ludwigsburg, is responsible for the implementation of a turnkey brewery purpose built to support the production of flavored malt beverages and hard seltzers. The site is in Columbia, South Carolina USA.
ZIEMANN HOLVRIEKA partnered with Mark Anthony Brewing to engineer and design this state of the art, purpose-built brewery. ZIEMANN HOLVRIEKA will lead the turnkey installation, commissioning and training as the plant comes on-line in the fall of 2021. The implementation has already started, and the first large hard seltzer fermentation & storage tanks have been installed recently.
 ZIEMANN HOLVRIEKA will supply the turnkey plant for Mark Anthony Brewing, manage the commissioning and provide training for the employees.
ZIEMANN HOLVRIEKA will supply the turnkey plant for Mark Anthony Brewing, manage the commissioning and provide training for the employees.
Mark Anthony Brewing (MAB) is the market leader in the fast-growing hard seltzer and flavored malt beverage segment. The new production facility will be one of the largest breweries built in the United States in the last 25 years. This facility will provide MAB with additional capacities to serve consumer demands in the United States.
“We are very delighted that Mark Anthony Brewing has entrusted us with this very significant project, especially as this is our first partnering up, and then immediately a project of this magnitude. This underlines the great reputation our performance enjoys in the market, especially for turnkey projects with a high integration part beside our OEM equipment”, said Mr. Florian Schneider, Director Sales Process Technology of ZIEMANN HOLVRIEKA GmbH.
 Construction is already underway and the first large fermentation and storage tanks for the Hard Seltzer are in place.
Construction is already underway and the first large fermentation and storage tanks for the Hard Seltzer are in place.
“Once complete, this new state-of-the-art facility will be a center of excellence for our patented PureBrew process which allows White Claw, Mike’s and our growing portfolio of market-leading beverages to taste like no other”, said Mark Anthony Brewing President John Sacksteder.
About Mark Anthony Brewing
Mark Anthony Brewing is the 4th largest brewery in the United States, brewing the most in demand brands – White Claw® Hard Seltzer, mike’s® Hard Lemonade, mike’s HARDER®, Cayman Jack® and MXD Cocktails.
About Ziemann Holvrieka
The three sister companies ZIEMANN HOLVRIEKA, BRIGGS OF BURTON and DME PROCESS SYSTEMS have a wealth of experience in the development, design and construction of brewery plants and complete turnkey production facilities, which has resulted in several major global projects in the hard seltzer market. The profound knowledge of the hard seltzer production process enables the group to implement projects – from craft breweries through to large turnkey projects.
Picture Credit: ZIEMANN HOLVRIEKA GmbH
Edge analytics pioneer Crosser announces partnerships with leading AVEVA distributors
Edge analytics pioneer Crosser announces partnerships with leading AVEVA distributors
The AVEVA partner ecosystem represents one of the largest and most active value-adding global networks in the industrial software market today. The transition towards Industry 4.0 puts requirements for both deep OT and IT skills, which is a challenge. In fact, a recent survey reported lack of in-house skills as the most significant barrier to digital innovation for Industrial IoT.
The Swedish floor manufacturer Välinge Innovation AB has started an engagement with Wonderware Scandinavia, a leading AVEVA Distributor, to implement Crosser low-code edge analytics solution to overcome this hurdle.
Stockholm May 06, 2021 — Crosser, the leading low-code platform for streaming analytics, automation and integration for industrial IoT, has announced partnerships with leading AVEVA distributors present in ten European countries. Wonderware Benelux and Scandinavia, Wonderware Italy and Factory Systemes Groupe are leading distributors and part of the AVEVA partner ecosystem, one of the largest and most active value-adding global networks in the industrial automation market.
“We are very proud to announce these partnerships in Europe,” says Crosser’s CEO and Co-founder Martin Thunman. “All partners are known for their deep understanding of their customers and their ability to constantly optimize value, efficiency and sustainability.”
“Together with Crosser, we can help Italian industries move faster and with a very flexible approach,” says Edoardo Manicardi, President at Wonderware Italy. “Crosser complements the AVEVA products and simplifies innovation for Industry 4.0,” Manicardi continues.

The footprint of these leading AVEVA distributors is very noticeable in the European industry, with over 10,000 combined industrial customers. Over the years, they have provided systems and solutions to virtually every industrial vertical, illustrating a unique insight into the market.
This knowledge, combined with Crosser's low-code approach to edge analytics and integration, provides value beyond the technical hurdles that often are the starting point for industrial digitalization projects.
“There is a need for bridging OT and IT people, processes and systems within the industry,” says Peter Karlsson, Managing Director at Wonderware Scandinavia. “Customers want to simplify all phases of their IoT projects to shorten the time to value.”
Addressing both small and big use cases is another vital topic among European industries. Local project teams often need to implement new use cases and projects themselves, with limited support from central expertise. Modern software therefore needs to have a new level of built in, self-service capabilities.
“The Crosser platform is exactly what customers are asking for. An easy-to-learn software that acts like a Swiss army knife, filled with building blocks that make it possible to address a huge variety of use cases and technical challenges. It’s very easy to get started and there is an excellent online training package that simplifies the process,” says Fabien Serre, CTO at Factory Systemes Groupe, the AVEVA distributor for France and the DACH region.
This brings us back to the Swedish floor manufacturer Välinge Innovation AB. They have been promoters of ease-of-use solutions for their customers since 1993, when they pioneered the concept of glueless click flooring and changed the way people install and use floorings.
“Innovation lies in our culture,” explains Jimmy Olofsson, IT Manager at Välinge Innovation AB. “It is an attitude as well as a way of working. We want to be able to try ideas and solutions on a smaller scale, quickly and easily, and if the outcome is as we intended, scale them up to our entire business."
To learn more about Crosser and its low-code approach to edge analytics, visit the website.
About Crosser Technologies
Crosser is a Swedish software company with installations in over 20 different countries. We design and develop a Low-Code software platform for Streaming Analytics, Automation and Integration for any Edge, On-premise or Cloud. Our aim is to remove complexity, simplify development and to enable non-programmers to innovate faster with a dramatically lower total cost of ownership. Our vision is that there are enormous business opportunities for companies When Machines Talk(™).
The software is ideally suited for Enterprise customers of various Industrial verticals such as Process Industry, Manufacturing, Utilities and other asset rich verticals. The modular and flexible solutions enable many different applications, including Industry 4.0, Industrial IoT and next generation Hybrid Integration, also called Hyper Automation by Gartner.
Industrial customers include, SCA AB, Valmet Corporation, Novo Nordisk, Gebhardt, Clarebout Potatoes and RubbleMaster.
Crosser was included in the “Cool Vendors in IoT Edge Computing, 2018” report by Gartner, Inc. and was named among the Top 10 Smart Factory Solutions in Europe 2020 by the industry magazine Manufacturing Technology Insights.
About Wonderware Scandinavia
Wonderware Scandinavia AB is an exclusive distributor and certified training and service provider of AVEVA's industrial software portfolio in Sweden, Norway and Denmark. With a clear mission to offer innovative software solutions, Wonderware Scandinavia enables its customers to be “best in class” in smart industry, infrastructure and facilities.
About Factory Systemes Groupe
Our mission is to provide Industrial Companies with the best technologies available on the market, so they can successfully drive their Digital Transformation at the OT level.
Over the past 30 Years, Factory Systemes Groupe has built a strong knowledge in Industrial Systems and Software solutions. Factory Systemes Groupe represents some leading technology suppliers on the market such as Advantech and AVEVA. The company's DNA is focused on managing the entire Product Distribution Life Cycle, including the management of the Partner Ecosystem. We Believe that Operational Excellence for our customers comes from the right choice in term of Solutions as well as the right Partner System Integrator. At Factory Systemes Groupe we make sure those key success factors are met so customers can extract the best value from their investments.
With over 135 employees, Factory Systemes Groupe continues to deliver a consistent growth year over year, achieving a revenue of more than 50 M€. The company is serving more than 9 000 end-users and over 400 System Integrators in France, Germany, Austria and Switzerland.
Improving global sustainability with a unique, green manufacturing system
Sulzer Chemtech partners with AVA Biochem to expand its portfolio of sustainable chemical production technologies
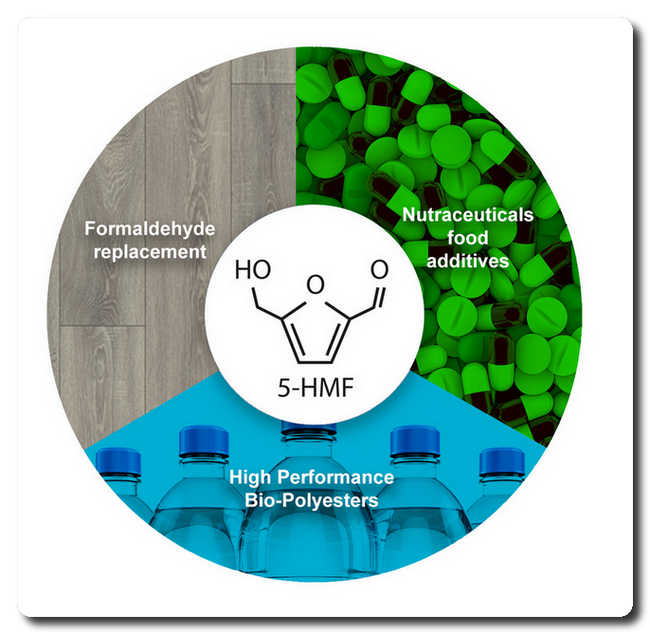
Sulzer Chemtech and AVA Biochem have entered into an exclusive license agreement to commercialize AVA Biochem’s innovative technology for the Conversion of Biomass to Renewable Industrial Substances (COBRISTM). This offers a versatile solution to produce 5-(hydroxymethyl) furfural (5-HMF), a bio-based platform chemical that is a building block for the production of a broad range of widely used chemical products.
 Sulzer Chemtech has entered into an exclusive license agreement with AVA Biochem to commercialize an innovative technology for the Conversion of Biomass to Renewable Industrial Substances (COBRISTM). AVA Biochem AG is a pioneer in enabling the decarbonization of traditional chemical and adjacent B2B industries, and it is known for its proprietary water-based Hydro-Thermal Process (HTP) COBRISTM. This turns sugar-rich biomass into 5-HMF, a renewable and non-toxic compound that can be used to produce commodity chemicals. These include adhesives, food additives, textile fibers, packaging, films and fine chemicals, as well as a possible alternative to formaldehyde used in chipboards. The solution can therefore support the large-scale production of bio-based materials, enhancing the sustainability of both the manufacturing and processing sectors.
Sulzer Chemtech has entered into an exclusive license agreement with AVA Biochem to commercialize an innovative technology for the Conversion of Biomass to Renewable Industrial Substances (COBRISTM). AVA Biochem AG is a pioneer in enabling the decarbonization of traditional chemical and adjacent B2B industries, and it is known for its proprietary water-based Hydro-Thermal Process (HTP) COBRISTM. This turns sugar-rich biomass into 5-HMF, a renewable and non-toxic compound that can be used to produce commodity chemicals. These include adhesives, food additives, textile fibers, packaging, films and fine chemicals, as well as a possible alternative to formaldehyde used in chipboards. The solution can therefore support the large-scale production of bio-based materials, enhancing the sustainability of both the manufacturing and processing sectors.
Sulzer Chemtech, the leader in separation, mixing and process technology, will commercialize the licensed technology along with its proprietary key equipment for the purification of 5-HMF, such as falling film evaporators. These are already supporting operations at the unique demonstration plant in Muttenz, Switzerland, where 5-HMF is produced in different forms for a total capacity of 6 metric tons per year.
Dr. Christoph Kolano, Chief Executive Officer of AVA Biochem AG, comments: “We strive to create a circular economy that will contribute to a positive environmental future. We are at the right time and place, with a suitable commercial and industrial technology at the ready. Key topics like CO2 footprint, conversion of biomass according to Green Chemistry principles are more prominent than ever. Mindful consumers are increasingly aware of biodegradability, the impact of plastics and alternatives to fossil resources. They care about reducing waste, recycling or upcycling.” He adds: “AVA Biochem AG pioneered the Hydro-Thermal Technologies (HTx) for various applications more than a decade ago, accompanied and financed by a group of private entrepreneurs with both a sustainability mindset and a long-term perspective. Together with Sulzer Chemtech, we are bringing proven fully scalable eco-excellence to the table enabling sustainable and renewable technologies.”
 By commercializing COBRISTM, Sulzer Chemtech will be able to offer a key technology to produce 5-(hydroxymethyl) furfural (5-HMF), a bio-based platform chemical for the production of a broad range of widely used products.
By commercializing COBRISTM, Sulzer Chemtech will be able to offer a key technology to produce 5-(hydroxymethyl) furfural (5-HMF), a bio-based platform chemical for the production of a broad range of widely used products.
Dr. Torsten Wintergerste, Division President Sulzer Chemtech, concludes: “We are proud to expand our portfolio of technologies for the production of renewable, bio-based and recyclable materials with AVA Biochem’s COBRISTM technology. This new solution, which includes our advanced separators, is an excellent fit with Sulzer Chemtech’s product and service offering. We look forward to implementing this technology globally to support companies in the manufacturing and processing sectors interested in improving the sustainability of their operations with this unique, green system.”
About AVA Biochem
AVA Biochem is the global leader in the industrial development, production, sale, and licensing of the 100% bio-based platform chemical 5-Hydroxy Methyl Furfural (5-HMF), a renewable and non-toxic alternative to a range of fossil-based materials. 5-HMF has a broad range of applications in the chemical, pharmaceutical, and food industries. Since 2014, Swiss-based AVA Biochem is producing high-purity 5-HMF for research purposes and specialty chemicals markets, as well as technical-grade 5-HMF for bulk chemistry applications and downstream chemicals like PEF. www.ava-biochem.com
Contact:
Dr. Christoph Kolano, Chief Executive Officer of AVA Biochem AG
AVA Biochem AG, Bahnhofstrasse 17, CH-6300 Zug, Switzerland
AVA Biochem BSL AG (Production), Rothausstrasse 61, CH-4132 Muttenz, Switzerland
Email : This email address is being protected from spambots. You need JavaScript enabled to view it.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).
The Chemtech division is the global market leader in innovative mass transfer, static mixing and polymer solutions for petrochemicals, refining and LNG. Chemtech is also leading the way in ecological solutions such as biopolymers as well as textile and plastic recycling, contributing to a circular economy. Our product offering ranges from technology licensing to process components all the way to complete separation process plants. Customer support ranges from engineering and field services to tray and packing installation, tower maintenance, welding and plant turnaround projects – ensuring minimal downtime.
har-modular®: Modules for power, signals and data – ideally combined
One trillion combinations possible / Order modules as from batch size one
Device development in the industrial arena is advancing in ever shorter cycles. At the same time, devices are becoming more and more compact, presenting challenges for developers looking for the right solution for transmitting data, signals or power. Designed to help the developers' work, HARTING is offering a solution with har-modular® that is opening up an entirely new scope of flexibility on PCBs.
 har-modular® is a modular principle: The various modules enable a trillion possible combinations.
har-modular® is a modular principle: The various modules enable a trillion possible combinations.
As a modular principle, in terms of size and architecture, har-modular® is based on the DIN 41612 ledges that have been in use for many decades. Instead of relying on a large number of rigid solutions, har-modular® now provides a modular system of different modules for the transmission of all vital lifelines by way of a convenient online configurator.
As a result, developers can combine and order individual modules for power, signals and data that are customised and fine-tuned to their applications. The various modules enable a trillion possible combinations meeting every conceivable application and can be ordered from batch size one. This means that prototypes can be fitted very quickly, flexibly and cost efficiently, while series production can also be launched. This highly flexible concept is new on the market and underlines HARTING's desire to lead the way with pioneering and innovative concepts in the development area.
For further information visit https://www.harting.com/UK/en-gb
Hardide Coatings delivers solution for DeltaTek Global’s latest emission reducing technology
Hardide Coatings is providing its advanced Hardide-T coating for well construction specialist DeltaTek Global’s SeaCure® technology.
The Hardide-T coating was selected to provide a hard-wearing surface within DeltaTek’s SeaCure® ball drop subsea cementing system which delivers stabbed-in, inner string cementing for subsea wells. When compared to traditional methods, the system significantly reduces cement wastage, delivering substantial CO2 emission reductions.

The ball drop system requires a bespoke seat to be positioned at the bottom of the inner string within the latch in adaptor. This internal diameter restriction requires a hard-wearing surface to ensure no erosion or corrosion damage occurs while pumping cement.
The internal profiles of the low alloy steel seats were coated with Hardide-T, nanostructured tungsten/tungsten carbide chemical vapour deposition (CVD) coating. It is developed specifically for heavy duty applications in extremely abrasive, erosive or corrosive environments or in applications involving shock loads where impact resistance is required.
The tested seats showed no signs of erosion or corrosion and the Hardide-T coating is now specified on the SeaCure® seat. It has now been used successfully on all SeaCure® jobs using the ball drop system in regions such as the North Sea, West of Shetland and the Arctic Circle.

David Shand, chief operating officer at DeltaTek said: “Following the impressive performance of the Hardide-T coating on our ArticuLock® system, we had no hesitation in contacting the Hardide team to discuss our requirements for SeaCure®. The coating has already been deployed in harsh operating conditions where the system has successfully been pumping up to 3,000 barrels of cement at eight barrels per minute for up to ten hours with no erosion or corrosion noted during post-job inspection.”
Philip Kirkham, CEO of Hardide Coatings commented: “Hardide coatings are proven to optimise component performance and extend operating times safely and reliably. Our Hardide-T coating has already been deployed across 16 SeaCure® projects from the North Sea to the Arctic Circle. We’re excited to work with DeltaTek who share our performance enhancing, time-saving ethos in the innovative well construction technologies that they develop.”
Hardide Coatings is a Hardide plc (AIM:HDD) group company.
Hardide Coatings develops, manufactures and applies advanced technology tungsten-carbide coatings to a wide range of engineering components. Its patented technology is unique in combining, in one material, a mix of toughness and resistance to abrasion, erosion and corrosion; together with the ability to coat accurately interior surfaces and complex geometries. The material is proven to offer dramatic improvements in component life, particularly when applied to components that operate in very aggressive environments. This results in cost savings through reduced downtime and increased operational efficiency. Customers include leading companies operating in the energy, valve and pump manufacturing, precision engineering and aerospace industries. The group has manufacturing sites in Oxfordshire, UK and Virginia, USA.
Outokumpu aims at being the industry benchmark for sustainability
Outokumpu aims at being the industry benchmark for sustainability: Commits to more stringent climate target and establishes an ESG Advisory Council
Outokumpu updates its sustainability strategy and aims to become the industry benchmark for sustainability. The company commits to the Business Ambition for 1.5°C objective according to Science-Based Targets (SBT) initiative, clearly raising its earlier climate objectives. In addition, the company is establishing an ESG Advisory Council to support its sustainability work.
“With the commitment to the Business Ambition for 1.5°C, we are not only enabling our customers to decarbonize their value chains, but also want to set the benchmark for a bright and sustainable stainless steel industry”, says Heikki Malinen, President and CEO of Outokumpu.
“The new ESG Advisory Council will be a most valuable forum that brings an external holistic view to our continuous sustainability development. Its expertise will also promote Outokumpu’s aim to set the industry benchmark in sustainability, as well as supporting our efforts in balancing business needs with sustainability goals”, he continues.
Commitment to the Business Ambition for 1.5°C objective
The amount of the company specific CO2 emission reductions will be determined during the approval process with the SBT organization. The new reduction target will not affect the earlier announced capital expenditure in 2021–2022.
Outokumpu’s long-term climate target is to reduce its direct and indirect CO2 emissions as well as those of its supply chain (scopes 1, 2 and 3) to reach carbon neutrality by 2050. Outokumpu is well on track to reach its current climate target of cutting emissions by 20% by 2023 from the 2014–2016 baseline after 17% reductions in emissions by the end of last year.
Outokumpu has reduced its emissions by increasing the share of recycled material in stainless steel production to more than 90%. In addition, the company has increased the share of low-carbon electricity in its energy consumption, improved energy efficiency and reduced transport emissions.
Outokumpu is the first stainless steel producer to commit to the SBT initiative and has already been a member since 2016, when the company’s earlier 2°C climate objectives were approved.
Establishing of an ESG Advisory Council
The new ESG Advisory Council to the CEO will support Outokumpu in its continuous improvement in sustainability work. The council’s role will be to challenge and comment the company’s ESG strategy, roadmap development and actions as well as facilitate dialogue and exchange of views between Outokumpu and its stakeholders.
Outokumpu’s external ESG Advisory Council members are as follows:
- Olli Dahl, PhD (Technology), Professor, Environmental Technology, Aalto University
- Lucas Joppa, PhD (Ecology), Chief Environmental Officer, Microsoft
- Sirpa Juutinen, Partner, Sustainability & Climate Change, PwC Finland
- Julia Woodhouse, Board Member, Member of the Audit Committee, Outokumpu
Virtual Capital Market Update today, on May 6 at 2.00 pm EEST
Outokumpu will present its updated sustainability strategy at its virtual Capital Markets Update today, at 2.00 pm EEST. Please follow the virtual event online at www.outokumpu.com/en/CMD.
Outokumpu’s sustainability strategy

For more information:
Read more on Science Based Targets initiative
Outokumpu is the global leader in stainless steel. The foundation of our business is our ability to tailor stainless steel into any form and for almost any purpose. Stainless steel is sustainable, durable and designed to last forever. Our customers use it to create civilization’s basic structures and its most famous landmarks as well as products for households and various industries. Outokumpu employs some 10,000 professionals in more than 30 countries, with headquarters in Helsinki, Finland and shares listed in Nasdaq Helsinki. www.outokumpu.com