
Super User
Valmet to replace turbine automation at Statkraft’s gas power plant in Emden, Germany
Valmet will deliver a turbine automation system to Statkraft’s gas power plant in Emden, Germany. The new system will replace an obsolete third-party turbine controller on a gas turbine. Modern automation will ensure the future availability of the gas turbine to produce peak energy to the local grid.
The order was included in Valmet’s orders received of the fourth quarter 2022. The value of the order will not be disclosed. New turbine automation will be commissioned in September 2023.
“Valmet has experience with several gas turbine automation retrofits. We are pleased to be Statkraft’s partner for the turbine renovation project in Emden and will be glad to support them to achieve their global targets,” says Johann Hilgers, Sales Manager, Automation Systems business line, Valmet.
 Valmet will deliver a turbine automation system to Statkraft’s gas power plant in Emden, Germany. The new system will replace an obsolete third-party turbine controller on a gas turbine.
Valmet will deliver a turbine automation system to Statkraft’s gas power plant in Emden, Germany. The new system will replace an obsolete third-party turbine controller on a gas turbine.
Technical information about Valmet’s delivery
Valmet’s delivery scope includes a Valmet DNA Gas Turbine Control System, a turbine protection system, a trend and event server as well as monitoring and engineering servers. Field cable engineering and installation are included, too.
Information about the customer Statkraft
Statkraft is a leading company in hydropower internationally and Europe’s largest generator of renewable energy. The group produces hydropower, wind power, solar power, gas-fired power and supplies district heating. Statkraft is a global company in energy market operations with 5,000 employees in 20 countries.
Valmet is a leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. With our automation systems and flow control solutions we serve an even wider base of process industries. Our 17,500 professionals around the world work close to our customers and are committed to moving our customers’ performance forward – every day.
The company has over 220 years of industrial history and a strong track record in continuous improvement and renewal. In 2022, a major milestone was achieved when the flow control company Neles was merged into Valmet. Valmet’s net sales in 2022 were approximately EUR 5.1 billion.
Valmet’s shares are listed on the Nasdaq Helsinki and the head office is in Espoo, Finland.
Follow us on valmet.com
Poland:TotalEnergies Invests in Renewable Energies with Biogas and Solar Projects
TotalEnergies is developing its renewable activities in Poland by acquiring the country’s main biogas producer, Polska Grupa Biogazowa (PGB), and a 200-megawatt (MW) development pipeline of solar projects.
Poland, Europe’s Fourth-Largest Biogas Potential
With 130 employees in nine Polish regions, PGB is mainly involved in generating renewable heat and power from biogas sourced from organic waste. It owns and operates 17 facilities in production and one under construction, for a total power generation capacity of 166 GWh per year1. PGB's portfolio also includes a development pipeline of 23 projects.
 PGB's Biogas Unit in Poland
PGB's Biogas Unit in Poland
The acquisition of PGB raises TotalEnergies’ biogas production capacity to 1.1 TWh and gives the Company a leading position in the promising Polish market, which represents Europe’s fourth-largest potential for biogas and biomethane production, estimated at close 100 terawatt-hours (TWh).
Poland, a Dynamic Solar Market
TotalEnergies is also entering the Polish solar market with the acquisition of six solar projects under development representing a production capacity of 200 MW. Located in northern and western Poland, the first solar farms are expected to come on stream by 2025.
“These agreements illustrate TotalEnergies' commitment to developing its renewable activities in Poland, and in Europe as a whole, to support the European Green Deal,” said Stéphane Michel, President Gas, Renewables & Power at TotalEnergies. “On the one hand, we are gaining a solid foothold in Poland's biogas market thanks to an existing company’s proven track record, experienced teams, and broad asset base. On the other hand, we are developing our presence in renewable energies with a portfolio of solar projects. With these two transactions, we are pleased to be able support Poland in its ambition to develop renewable energies and strengthen its energy sovereignty. We hope we will also have the opportunity to provide Poland with our expertise in offshore wind, an area in which we have formed a partnership with KGHM."
1 This represents nearly 0.4 TWh in biomethane equivalent (i.e., if the same installations produced biomethane, with the same inputs, and based on 1 MW = 20.5 GWh/year of biomethane equivalent).
Collaborative wave power project aims to decarbonise subsea operations
An ambitious collaborative project to power subsea equipment with wave power and subsea energy storage has taken to the seas in the north of Scotland.
- Project has been deployed successfully in seas off Orkney
- Plan to use wave power plus subsea batteries to decarbonise subsea operations, powering AUVs and subsea control systems
- Project led jointly by Mocean Energy and Verlume, with consortium partners including Baker Hughes, Serica Energy, Harbour Energy, Transmark Subsea, and Net Zero Technology Centre (NZTC)
The £2million demonstrator project, called Renewables for Subsea Power (RSP), has connected the Blue X wave energy converter – built by Edinburgh company Mocean Energy – with a Halo underwater battery developed by Aberdeen intelligent energy management specialists Verlume.
The two technologies have been deployed in the seas off Orkney and have now begun a minimum four-month test programme where they will provide low carbon power and communication to infrastructure including Baker Hughes’ subsea controls equipment and a resident underwater autonomous vehicle provided by Transmark Subsea.
The European Marine Energy Centre (EMEC) has supplied instrumentation to measure the speed and direction of currents during the deployment, whilst Wave Energy Scotland has provided £160,000 to support the integration of the umbilical into the wave energy converter.
The project aims to show how green technologies can be combined to provide reliable low carbon power and communications to subsea equipment, offering a cost-effective alternative to umbilical cables, which are carbon intensive with long lead times to procure and install.
The Orkney deployment is the third phase of the Renewables for Subsea Power project which is being supported by consortium partners which include UK-based energy companies Harbour Energy and Serica Energy. Each phase of the programme has also been supported by grant funding from the Net Zero Technology Centre (NZTC).

In 2021, the consortium invested £1.6 million into phase two of the programme – which saw the successful integration of the core technologies in an onshore commissioning test environment at Verlume’s operations facility in Aberdeen.
They are now testing the entire system at sea at a site 5km east of the Orkney Mainland, raising the system’s technology readiness level (TRL) to 6-7 (actual system completed and qualified via test and demonstration).
In 2021, Mocean Energy’s Blue X prototype underwent a programme of rigorous at-sea testing at the European Marine Energy Centre’s Scapa Flow test site in Orkney where they generated first power and gathered significant data on machine performance and operation. The Blue X programme was made possible through £3.3 million from Wave Energy Scotland which supported the development, construction and testing of the Blue X prototype at sea.
“This is a natural next step for our technology,” says Mocean Energy Managing Director Cameron McNatt. “The new test site east off Deerness offers a much more vigorous wave climate and the opportunity to demonstrate the integration of a number of technologies in real sea conditions.”
Verlume’s seabed battery energy storage system, Halo, has been specifically designed for the harsh underwater environment, reducing operational emissions and facilitating the use of renewable energy by providing a reliable, uninterrupted power supply. Halo’s fundamental basis is its intelligent energy management system, Axonn, a fully integrated system which autonomously maximises available battery capacity in real time.
The RSP Halo system is the second variant that has been built for commercial wave power integration and the first to be built at Verlume’s 20,000 square foot facility in Dyce, Aberdeen.
Andy Martin, chief commercial officer at Verlume added: “This offshore test programme is the pinnacle of the success to date in this project, we are very much looking forward to the Halo being deployed. The testing will provide a great opportunity to gather high quality performance and operational data which will support the further electrification of the subsea sector.”
Alex Seinuah, Baker Hughes Growth Hub Leader said: “The integrated deployment of our renewable subsea power solution in Orkney is a historic moment for all partners involved. Baker Hughes looks forward to sharing the outcome of the offshore deployment with its customers, who are looking at field electrification via renewable sources.”
“This is a fantastic opportunity to further test our resident autonomous underwater drone in an open sea environment” says Nigel Money, managing director Transmark Subsea Ltd. “We currently run the system in salmon farming nets, which is a more closed environment. Mocean and Verlume's solution fits very well with our product and allows us to demonstrate broader operational capabilities of an off-grid resident AUV. Our dock and drone is designed to be easily deployed anywhere and the RSP project is a great demonstrator of this capability.”
Graeme Rogerson, Renewables Theme Lead at the Net Zero Technology Centre said: “Mocean joined our TechX programme in 2019, and we have supported the development of the ‘Blue X’ wave energy converter alongside Verlume’s underwater battery ‘Halo’. We are delighted to support this final phase field trial as we see the potential for the RSP system as a dispatchable energy source to provide reliable renewable energy for remote off-grid applications, powering subsea tiebacks to injection wells for CCS.”
About Verlume
Aberdeen-based Verlume is a leader in intelligent energy management and storage technologies for the energy industry. Founded in 2013, the company uses its core intelligent energy management and storage technologies to enable clean, resilient, and integrated energy systems.
Verlume’s award-winning Halo technology is a scalable, modular battery energy storage system with integrated intelligent energy management, specifically developed for clean energy delivery in the demanding underwater environment.
Verlume offers a suite of products and services across the underwater, offshore and onshore sectors, helping clients to reduce carbon footprint and decarbonise operations.
Find out more at: www.verlume.world
BASF contributes CO2 capture technology to Japan’s first demonstration of blue hydrogen and ammonia production from domestically produced natural gas
BASF Japan Ltd., a subsidiary of BASF SE (head office: Ludwigshafen, Germany), has announced that the high-pressure regenerative CO2 capture technology HiPACT® co-developed by BASF and its engineering partner JGC Corporation will be used by INPEX Corporation, one of Japan’s largest exploration and production companies in its Kashiwazaki Clean Hydrogen/Ammonia Project. This is Japan’s first demonstration project for the production of blue hydrogen/ammonia from domestically produced natural gas, the consistent implementation of Carbon Capture, Utilization and Storage (CCUS) in domestic depleted gas fields and the use of hydrogen for power generation and ammonia production. The project is funded by the Japanese governmental organization New Energy and Industrial Technology Development Organization (NEDO).
- High-pressure regenerative CO2 capture technology HiPACT® to be used in INPEX’s Carbon Capture, Utilization and Storage project
- Costs of CO2 capture and compression expected to be reduced by up to 35%
- Supports the production of clean energy with reduced CO2 emissions
The HiPACT technology will be applied to efficiently capture and recover CO2 in the process gas from a hydrogen production facility using domestic natural gas as feedstock. Located in the Hirai area of Kashiwazaki City, Niigata Prefecture, Japan, the production facility is constructed by JGC Japan Corporation and is expected to start up in 2025. The recovered CO2 will be injected into the reservoirs of the depleted gas fields leveraging CCUS technologies for enhanced gas recovery (EGR).
![]() By releasing the CO2 off gas above atmospheric pressure, HiPACT is expected to reduce CO2 capture and compression costs by up to 35% compared with conventional technologies. This is due to its excellent high-temperature durability and CO2 absorption performance. As CO2 can be stored underground in an energy-saving manner, maximum benefits are expected for Carbon Capture and Storage (CCS).
By releasing the CO2 off gas above atmospheric pressure, HiPACT is expected to reduce CO2 capture and compression costs by up to 35% compared with conventional technologies. This is due to its excellent high-temperature durability and CO2 absorption performance. As CO2 can be stored underground in an energy-saving manner, maximum benefits are expected for Carbon Capture and Storage (CCS).
Mami Kawakatsu, Head of Sales, Intermediates Division of BASF Japan, said, “Following the successful use of BASF’s OASE® gas treating technology in another NEDO-funded CCS project in Tomakomai, Japan, we are pleased to provide HiPACT for Japan's first demonstration project to produce blue hydrogen and ammonia from domestic natural gas. The role of our excellent gas-treating technologies is recognized in these milestone projects in Japan’s net zero roadmap. We will continue to contribute to Japan’s 2050 carbon neutrality goal.”
“The implementation of HiPACT is the result of our excellent partnership with JGC Group by combining our capabilities in process technology and plant engineering. We look forward to the use of HiPACT in expanding global CCUS landscape,” added Lawrence Loe, Director, OASE Gas Treating Excellence, Intermediates Asia Pacific, BASF.
BASF’s gas treating technologies have been used in more than 500 reference plants worldwide, and the company has more than 50 years of experience in this field. OASE is a CO2 capture technology for a wide range of applications, including natural gas, synthesis gas, flue gas and biogas. HiPACT is a specialized solution targeting natural gas and synthesis gas treatment equipped with CCS or with CO2- Enhanced Oil/Gas Recovery (EOR/EGR). HiPACT and OASE products significantly contribute to both cost savings and sustainability in the value chain.
For more information about BASF and gas purification, visit www.basf.com/oase (in English) and BASF's 50th anniversary of gas treatment technology at https://www.basf.com/jp/ja/products/product-list/intermediates/gas-treatment.html (only available in Japanese).
About High Pressure Acid-gas Capture Technology (HiPACT®)
A high-pressure regenerative CO2 capture technology jointly developed by BASF and its engineering partner JGC Corporation, which completed demonstration tests at the natural gas plant at the Koshijihara field of INPEX (now INPEX) in 2010 and was commercialised. In 2015, the Serbian oil company Nahtna Indasligija Servizje started commercial operation of a gas refinery with CCS applying HiPACT® technology, which is still in operation today.
About BASF in Japan
BASF has been a committed partner to Japan since 1888. Operating both production sites as well as Research and Development facilities in Japan, BASF contributes to the success of Japanese customers nationwide as well as globally by providing products and solutions to nearly all industries. These include the automotive, construction, pharmaceutical, medical, electronics, electric, packaging, home and personal care, agriculture, and food industries. As of the end of 2022, BASF employed 923 employees in Japan, and recorded sales of about € 2.6 billion to customers in the country. Further information is available on www.basf.com/jp.
About BASF
At BASF, we create chemistry for a sustainable future. We combine economic success with environmental protection and social responsibility. More than 111,000 employees in the BASF Group contribute to the success of our customers in nearly all sectors and almost every country in the world. Our portfolio comprises six segments: Chemicals, Materials, Industrial Solutions, Surface Technologies, Nutrition & Care and Agricultural Solutions. BASF generated sales of €87.3 billion in 2022. BASF shares are traded on the stock exchange in Frankfurt (BAS) and as American Depositary Receipts (BASFY) in the United States. Further information at www.basf.com.
OASE® is a registered trademark of BASF SE.
HiPACT® is a registered trademark of JGC Corporation.
Metso Outotec wins order for iron ore pelletizing plants in China
Metso Outotec has signed a contract with Beijing Shougang International Engineering Technology Co. Ltd (BSIET) for the delivery of two compact-sized iron ore pelletizing plants for Chengde Zhaofeng Iron and Steel Group, Co. Ltd in Hebei province, China. This is the sixth pelletizing plant contract Metso Outotec has won in China since 2020 and the first order for plants of this size in the Chinese market. The order value of EUR 33 million is booked into Metals’ 2023 first-quarter orders received.
Metso Outotec’s scope of delivery includes the engineering and design of the indurating and process gas fan systems, supply of proprietary equipment, instrumentation, control systems, as well as supervisory services and technical training. Both plants feature Metso Outotec’s traveling grate pellet indurating furnace with a grate area of 342 m². The three-meter-wide plants each have a capacity of 2.6 MTPA. Pellet production at the Zhaofeng plant is estimated to start around the third quarter of 2024.
“The new plants incorporate state-of-the-art environmentally sound technology. We thank BSIET and our customers in China for their trust in Metso Outotec’s technology,” says Attaul Ahmad, Vice President, Ferrous & Heat Transfer business line at Metso Outotec.

“These plants will be a good reference for additional compact-sized pellet plants for this market segment in China. We have been successfully working with Metso Outotec for many years now and will further continue our cooperation,” says Mr. Hou, General Manager of BSIET.
Metso Outotec’s iron ore pelletizing process produces uniform pellets and ensures high performance and quality with low investment and operating costs as well as decreased energy consumption and emissions. Find out more about the traveling grate pelletizing technology on our website.
Metso Outotec is a frontrunner in providing sustainable technologies, end-to-end solutions and services for the aggregates, minerals processing and metals refining industries globally. By helping our customers increase their productivity, improve their energy and water efficiency and environmental performance with our process and product expertise, we are the partner for positive change. Headquartered in Helsinki, Finland, Metso Outotec employs over 16,000 people in close to 50 countries and sales for 2022 were about EUR 5.3 billion. The company is listed on the Nasdaq Helsinki. mogroup.com
Greene Tweed Introduces Chemraz® 541 High-Strength Universal Purpose Black Compound
Greene Tweed, a leading global manufacturer of high-performance sealing solutions and engineered components, announces the introduction of Chemraz® 541, a universal-purpose, high-strength black compound engineered for reliability in demanding environments and applications such as those found in the Chemical Processing and Oil & Gas industries.
- Excellent chemical resistance for demanding environments and processes
Boasting superior strength and good compression set resistance, Chemraz® 541 is ideal for demanding applications. Additionally, it offers remarkable chemical resistance, particularly in the presence of acids, amines, aromatics, distilled water, and steam. Chemraz 541 can operate at low temperatures of 3°F /-16°C and maximum temperatures up to 446° F /230°C.
Chemraz® 541 is a great choice for applications requiring higher loads and offers better performance due to its excellent tensile strength and modulus. Moreover, its low outgassing values reduce the risk of deposits on sensitive surfaces, while its high elongation values ensure easy installation of o-rings. These features make Chemraz® 541 an excellent choice for a variety of applications.
Chemraz® 541 is suitable for mechanical seals, compressors, valves, and mixers/ agitators, centrifuges, analytical instruments, reactors, and pumps commonly found in processing industries. Chemraz® 541 is readily available as o-rings, including large-diameter o-rings, and slabs. Custom geometry is available upon request.
For more information, contact Greene Tweed at 1.215.256.9521.
About Greene Tweed
Greene Tweed is a leading global manufacturer of high-performance thermoplastics, composites, seals, and engineered components. Combining more than 150 years of technical expertise and commercial knowledge in a variety of markets, Greene Tweed collaborates with customers to develop engineered solutions that meet challenging performance requirements of the aerospace/defense, energy, semiconductor, industrial, life sciences, and chemical processing industries.
Greene Tweed products are sold and distributed worldwide. For additional information, call +1.215.256.9521, or visit our website at http://www.gtweed.com.
Mid-sized Companies Can Lead the Way in Automation
Manufacturers that have successfully implemented automation strategies have generally been better positioned to weather the economic storms of the past couple of years, making them more resilient to supply chain disruptions and labor shortages and better able to reliably meet customer needs and respond to volatile demand and new market opportunities.
Challenges and Opportunities for Mid-Sized Manufacturers
Typically, small and medium-sized enterprises (SME) have been slower to implement manufacturing automation, but those that have done so have achieved more success. Only 26% of SME companies say they are using automation across the organization or have fully automated processes in at least one function or business unit, compared to 41% of larger organizations, according to McKinsey & Company. However, the survey found that 65% of respondents at smaller companies report success with automation, compared with 55% at large organizations.
The lower adoption rate, but higher success rate, of automation at SME manufacturers is attributed to several factors. As a function of their smaller size, they tend to naturally take a more comprehensive view, considering the entire organization under the scope of automation efforts. And while this can make them more strategic in their approach, their more limited financial resources often make them more deliberate, tactical, and prudent in the selective investment in the automation initiatives that will have the most impact and best ROI.
At Bison Gear and Engineering, a manufacturer of gearmotors and other power transmission equipment in St. Charles, Illinois, we believe we represent one of the success stories that exemplify the particular challenges and opportunities that automation presents for mid-sized manufacturers.
 Fanuc robot performing gear blank finishing operation.
Fanuc robot performing gear blank finishing operation.
Automation Serves the Goals of Lean Manufacturing
Our automation strategy is a component of our Lean Manufacturing system of continual improvement that focuses on eliminating waste throughout the entire value stream to deliver products with shorter lead times and fewer defects using less human effort, inventory, and costs.
In the early 90s, Bison deployed a formalized Total Quality Management (TQM) program that included practical training for all office and union employees. This program evolved in 1999 to a Lean Manufacturing strategy using the tools of Lean such as 5-S, Kaizen Blitzes, Kanban, and Single Minute Exchange of Dies (SMED). Using Lean Manufacturing concepts, we re-engineered manufacturing processes where components were made in batches, into one-piece-flow cellular manufacturing processes.
This methodology provides the context for our investment in automation and other state-of-the-art technology. Automation is not an end in itself, but rather a means to achieve our Lean Manufacturing continuous improvement goals.
The other key principle in our automation strategy is the view that automation is a means of enhancing human productivity, rather than a way to replace manual labor.
The Challenge of Automating High-Mix, Low-Volume Production
When it comes to automation strategy, our most fundamental challenge at Bison is our product mix. We produce a broad range of gearmotors and PMDC motors with various features and characteristics, and the product mix, the order quantities, and the priorities are constantly changing. Our production volume is more than 375,000 units annually, with production runs per order often about 25-50 units.
In manufacturing, the higher the product mix and the lower the volume for each production run, the more complicated the process and the more difficult it is to implement automation. For production lines requiring frequent and significant changeovers for different products, it is hard to design automated solutions that can be as flexible as a human operator.
In terms of the challenges of implementing automation, manufacturers are typically segmented into three categories, with Bison falling into the middle category:
- Mass Manufacturing — Characterized by very large production runs, little or no variability, short cycle times, long lead times, stable product requirements and no urgent orders, mass manufacturing is well-suited to extensive or complete automation.
- High-mix, low-volume (HMLV) manufacturing — Also known as Variable Batch Production, high-mix, low-volume (HMLV) manufacturing is subject to changing and sometimes sporadic customer demand, making the production environment more complicated and more difficult to automate. Automation solutions are often introduced incrementally and targeted to specific steps in the production process where they can have greatest impact.
- Custom production — In manufacturing facilities that produce “one-off” products and very small batches, automation is primarily implemented to assist workers in applications such as material handling systems and “cobots” (robots that assist human operators).
At Bison, we fall squarely in the middle category, but like other HMLV manufacturers, we have implemented automation solutions that are found in the other two categories: we implemented fully automated processes that mass manufacturers use when it makes sense, and we use systems that assist human operators when possible and practical.
 Roller-based line moves heavy motors through both automated and manual stages of assembly.
Roller-based line moves heavy motors through both automated and manual stages of assembly.
Full Automation where it makes sense
At our facility, the component parts tend to have more commonality than the final assembled motor, and therefore much of the machine automation that we have implemented is upstream at the part generation level.
For example, the process of turning slugs of steel into a finished gear blank is relatively straightforward to automate. The geometry is similar from part to part, except for variations in the bore size and outside diameter, and a few other characteristics.
We have therefore installed a Fanuc robot in a “lights-out” manufacturing cell that can be run without any human interaction from raw materials to inspected finished parts. The old process required two full-time operators per shift and now one operator keeps an eye on the system while tending to other machines.
By reducing the labor requirements of this process, we have been able to expand capacity elsewhere. By incorporating a Renishaw comparator, we have automated the inspection process for improved quality and proactive maintenance. The system continually monitors system accuracy and performance and automatically adjusts parameters when cutters wear or bores begin to drift.
Assisting Workers where possible
At the other end of the automation spectrum, we have implemented many automation solutions to assist workers with manual labor in the production processes that are best performed by a person. We have performed analysis on the ergonomics of each process to improve safety and performance.
One example is an assembly line we built for our heaviest product, a 35-pound motor when fully assembled. Previously, each operator in a batch processing arrangement needed to lift each piece twice, handling approximately 30 pieces per hour and 200-250 pieces per shift. Now a single-piece workflow process eliminates all lifting.
Each piece moves along rollers and all the tooling and equipment is positioned to perform tasks without any lifting of the part. The process is safer and causes less fatigue. As a result, we have increased productivity because throughput no longer declines and the end of each shift.
We have implemented many other material handling solutions throughout our facility to make our entire operation more productive and safer. We have also automated parts inventory, shifting from a traditional stockroom approach to an efficient inventory system that is more localized to where it is consumed. Two vertical inventory towers bring a tray of parts to each workstation that is customized for what the operator needs to use for that day or for a particular job.
The Power of Automation
Small and medium-sized companies with a high product mix can take advantage of the transformative impact of automation.
Customers benefit from the increased production efficiency that results in shorter lead times and improved quality. The reduction in labor requirements means domestic products can be offered at prices that are competitive with imports, thereby obviating the transportation delays and other hassles of sourcing overseas.
Employees benefit from a safer work environment, with less risk of injury and fatigue. Automation as part of Lean Manufacturing work cell arrangement fosters teamwork and improves employee engagement and satisfaction.
And Bison has benefitted as a company from our automation strategy. Our highly efficient manufacturing has enabled us to be responsive and reliable suppliers to our customers, even during the supply chain disruptions and labor shortages of the pandemic, and positions us well with the capacity, resilience, and flexibility to continue to grow in the future.
New ABB SWIFTI™ industrial cobot delivers class-leading speed, accuracy and safety
ABB has launched the SWIFTI™ CRB 1300 industrial collaborative robot, bridging the gap between industrial and collaborative robots. Combining class-leading speed and accuracy with expanded load handling capability of up to 11kg, the SWIFTI CRB 1300 can be used in a wide variety of production and product handling applications – from machine tending and pelletizing to pick-and-place and screwdriving.
- SWIFTI™ CRB 1300 industrial collaborative robot is six times faster and five times more precise than other robots in its class
- Combination of high payload capability – up to 11kg - and speed improves production efficiency by up to 44%
- Features ensure safe deployment alongside workers and ease-of-use for non-robotics specialists
“Our customers are looking to robotic automation to make their processes more flexible, efficient and resilient, helping to counter labor shortages by enabling their employees to perform more value-added work,” said Andrea Cassoni, Managing Director for Global General Industry Robotics at ABB. “The latest addition to our SWIFTI family is a highly accurate, high payload cobot that’s up to six times faster than other robots in its class. This means it can be used by both SMEs and large manufacturers looking for collaborative automated solutions to achieve new levels of flexibility and productivity.”
Featuring a high-quality design, backed by expert support, the SWIFTI CRB 1300 incorporates several features that can improve production efficiency by up to 44 percent compared to other cobots in its class. In a typical palletizing application, SWIFTI’s speed and performance enable it to handle up to 13 boxes per minute compared to the nine boxes possible with other cobots in its class.
Powered by ABB’s OmniCore™ C30 and C90XT controller, the SWIFTI CRB 1300 is up to five times more precise than any cobot in its class, making it ideal for tasks requiring consistent accuracy and repeatability. This, combined with a top speed of 6.2m/s, and payload options from 7 kg to 11 kg and reaches from 0.9 to 1.4, enables the SWIFTI CRB 1300 to perform a range of higher payload tasks including screwdriving, assembly, pick-and-place, and palletizing. With protection against dust and moisture (up to IP67), it can also be used in demanding environments, making it ideal for machine tending applications.
If the laser scanner detects a worker within SWIFTI’s operating area, ABB’s SafeMove software will automatically slow the robot or stop it completely. As the worker moves away, movement will be restored, returning to full speed for full productivity only once the working area is completely clear. As a further protective measure, a built-in interaction status light provides a visual indication of the cobot’s status when a worker is within the workspace area. Integrating the scanner and software is simple, with SafeMove’s software add-ins enabling workers to quickly set up a safe working zone and other safety features using their handheld FlexPendant operating unit.

The same simplicity applies to programming the SWIFT CRB 1300. Users can set up the robot by either physically guiding it through a process (lead-through programming), or through ABB’s new Wizard Easy Programming software. Based on simple graphical blocks, Wizard Easy Programming makes programming accessible for non-specialists in robotics.
The SWIFTI CRB 1300 is part of a wider cobot portfolio covering payloads from 0.5 to 11kg, with options including the YuMi® single and dual-arm robots, the GoFa™ CRB 15000 and the SWIFTI CRB 1100 industrial collaborative robot for payloads up to 4kg. For more information, visit new.abb.com/products/robotics/collaborative-robots.
ABB (ABBN: SIX Swiss Ex) ABB is a technology leader in electrification and automation, enabling a more sustainable and resource-efficient future. The company’s solutions connect engineering know-how and software to optimize how things are manufactured, moved, powered and operated. Building on more than 130 years of excellence, ABB’s ~105,000 employees are committed to driving innovations that accelerate industrial transformation.
ABB Robotics & Discrete Automation as one of the world’s leading robotics and machine automation suppliers, is the only company with a comprehensive and integrated portfolio covering robots, Autonomous Mobile Robots and machine automation solutions, designed and orchestrated by our value-creating software. We help companies of all sizes and sectors - from automotive to electronics and logistics – become more resilient, flexible and efficient. ABB Robotics & Discrete Automation supports customers in the transition towards the connected and collaborative factory of the future. The business area employs approximately 11,000 people at over 100 locations in approximately 53 countries. go.abb/robotics
Green future for former coal mines - Gravitricity and Czech state enterprise DIAMO commit to cooperate on full scale gravity energy store
A former coal mine in the Czech Republic could become the first full scale gravity energy store in Europe.
- Opportunity to transform Darkov deep mine into underground energy store
- Gravitricity and Czech state company DIAMO sign memorandum of understanding
- Commitment to seek EU funds for first full scale 4MW / 2MWh scheme
- New future for mining communities as countries move to net zero
Underground energy storage specialists Gravitricity have signed a memorandum of understanding with DIAMO, the Czech state enterprise charged with mitigating the consequences of uranium ore and coal mining in the republic.
The memorandum will see the partners work together to seek EU funds to transform the former Darkov deep mine into a massive energy store – which could be a pathfinder for projects Europe-wide.
Yesterday, at a formal signing ceremony at the British Embassy in Prague, the two parties committed to work in tandem to seek funds to turn the decommissioned mine into a 4MW / 2MWh energy store – capable of powering more than 16,000 homes.
Gravitricity also signed a memorandum with VSB Technical University of Ostrava, whose specialist mining expertise will support the implementation of Gravitricity’s technology into the existing mine.
The Darkov mine is located in the coal-rich Moravian-Silesian region of the Czech Republic, near the city of Karviná. Construction started in 1972, to access thick seams of coal more than 700 metres below the surface, and at its peak it employed around 4000 people.
Gravitricity plans to store energy by lowering and raising a single massive weight suspended in the Darkov mine shaft.
The Edinburgh firm has already demonstrated a scale version of their technology in Edinburgh – built in partnership with Dutch winch specialists Huisman – and now plans to build full-scale schemes in the UK and worldwide. Future multi-weight systems could have a capacity of 25MWh or more.
Speaking at the ceremony, Gravitricity Managing Director Charlie Blair said:
“A low carbon world will require vast amounts of energy storage, and at Gravitricity we have developed a long-life energy storage technology which can delivery super-fast energy and offers some of the best characteristics of lithium batteries and pumped hydro storage.
“We hope our collaboration with DIAMO will allow us to demonstrate this technology at scale and offer a potential future for coal mines that are approaching the end of their original service life.”
The British Ambassador to the Czech Republic Matt Field said:
“It is a great honour to host this Memorandum of Understanding signing ceremony. We truly appreciate that Gravitricity, DIAMO and Technical University Ostrava plan to cooperate on Gravitricity’s first prototype project. It would be the first full-scale installation of this renewable energy technology, a project that is unique, transformative and green.”
Ludvík Kašpar, CEO of DIAMO said:
“Our main task is to provide the liquidation of mines, but at the same time we are looking for new uses for the mine sites according to the needs of the region. The Gravitricity project is an opportunity for mines and also for our experts, who can try working on new projects and cooperation with a foreign entity. We have a lot of work ahead of us, we need to check all aspects and risks related to with operation of the mine.”
At Darkov, DIAMO is also planning to build a photovoltaic power plant and is considering the production of green hydrogen. The site will also be home to an experimental greenhouse project – called EDEN Silesia – managed by the Silesian University.
Worldwide, Gravitricity estimates there are around 14,000 mines which could be suitable for gravity energy storage.
About Gravitricity
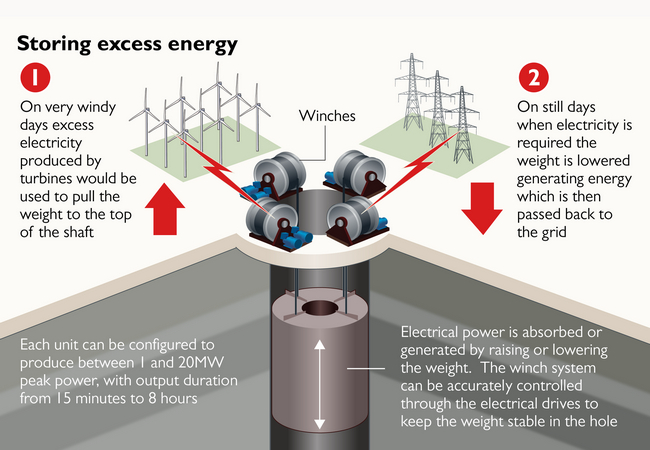
Gravitricity uses heavy weights – totalling up to 12,000 tonnes – suspended in a deep shaft by cables attached to winches.
When there is excess electricity, for example on a windy day, the weight is winched to the top of the shaft ready to generate power.
This weight can then be released when required – in less than a second – and the winches become generators, producing either a large burst of electricity quickly, or releasing it more slowly depending on what is needed.
Unlike batteries, the Gravitricity system can operate for decades without any reduction in performance.
See a short (30 second) explainer animation here.
The idea of using gravity to store energy is not new. Europe already relies on a number of pumped storage hydro schemes, mostly focused in mountainous regions in Switzerland, Austria and Germany, where water is pumped uphill to be released when required.
PowerCell will establish a local US presence as a result of growing demand from customers
![]()
PowerCell, a global leader in hydrogen electric solutions, will now establish a local presence in the important US market. PowerCell has a growing demand from customers and wants to support them even better in their innovation processes and business development by being present in the US.
The global demand for hydrogen electric solutions is growing rapidly. This market development is particularly strong in the US and is driven by, among other things, political initiatives to stimulate investments in green energy such as the Inflation Reduction Act. PowerCell has successfully established itself as a market leader with its robust and reliable products within in several key segments such as the aerospace and marine industries.
“The US is an exciting and important market for us”, says Richard Berkling, CEO of PowerCell when speaking at the Long Beach Hydrogen & Fuel Cell Seminar in California. “In the US there are many companies that are early enablers of hydrogen electric solutions and thus important for the continued development and growth of our industry. By establishing ourselves locally, we get closer to our customers and can support them even better in their value creation.”
PowerCell will recruit local competence during the spring to investigate during the summer where and how the establishment in the US will take place. PowerCell currently has a presence in China, Norway and Sweden.
About Us
PowerCell Sweden AB develops and produces fuel cell stacks and systems for stationary and mobile applications with a world class energy density. The fuel cells are powered by hydrogen, pure or reformed, and produce electricity and heat with no emissions other than water. As the stacks and systems are compact, modular and scalable, they are easily adjusted to any customer need.
PowerCell was founded in 2008 as an industrial spinout from the Volvo Group. The share (PCELL) is since 2014 subject to trade at Nasdaq First North Growth Market, Stockholm. G&W Fondkommission is Certified Adviser, e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it., phone: +46 8 503 000 50.