
Super User
Avoiding pilot project purgatory on your way to digitalization: Line execution systems for production processes
In manufacturing operations, ensuring efficient output and product quality is key. However, due to the nature of traditional production lines, these processes can be error-prone and inefficient. Using a dedicated line execution system to monitor and visualize production data at every stage of the process can help to identify areas for improvement and optimize operations. Here, Giuseppe Menin, Pharmaceutical Industry Manager at automation software supplier, COPA-DATA, discusses manufacturing line solutions using zenon as a line execution system.
The concept of an assembly line was patented in 1901 and now, over a century later, production lines are a mainstay in modern manufacturing. Consisting of a series of workstations or machines, they are scalable and ensure some degree of uniformity and consistency of production. However, this can often be at the expense of quality and efficiency.
Manufacturers looking to achieve higher levels of quality and to improve production line output could consider using automation in their manufacturing operations. COPA-DATA’s zenon software can be used as a line execution system — an integrated software solution that can give operators the power to visualize, oversee and control entire production processes from batch opening to final batch report from one convenient platform.

Production line challenges
The typical configuration of a production line involves a number of isolated machines working as standalone equipment. Operating several isolated machines is time consuming for an operator when he needs to setup the product recipe, start the production and monitor each individual machine by a local HMI panel. By implementing a line execution system, these machines can all be connected and offer a single point of access from which the whole line can be visualized and managed, simplifying the process overall.
Introducing a line execution system is beneficial for data collection and gathering. When equipment is operating as a standalone unit, it collects its own data in a specific format, making collection and analysis of this information time consuming and prone to issues. An automated system provides central data storage for easy access to all relevant information and good manufacturing practice (GMP) records, improving Data Integrity compliance and saving time during monitoring and quality control.
The potential quality issues that arise during line manufacturing are especially significant in industries such as pharmaceutical production, where strict regulations mean compliance is of the utmost importance. Failure to comply can have severe consequences, including risks to health from unsafe products, heavy fines and even criminal charges.
Automating a production line allows end-to-end transparency and traceability at every stage and can even detect and notify operators of GMP deviations, giving manufacturers more control over quality and reducing the margin for error.
Integrated production solutions
COPA-DATA’s automation software zenon offers an integrated platform for production line control and execution. Fully scalable, the software platform can be implemented from small batch operations through to mass production, and can easily upgrade existing legacy equipment for inclusion in the automated line, allowing manufacturers to keep their current machinery and preserve their investments. New standard operating procedures can be directly implemented, reducing changeover time and cost and, in the long-term, increasing plant output.
A line execution system can save plant managers time and resources. Moreover, increased visibility and accessibility of data means can help to improve overall efficiency. It can also monitor machine status and production parameters and alert a supervisor in the event of any issues, giving them better operational awareness and supporting them in decision making.
zenon is an adaptable out-of-the-box approach, providing the first level of plant digitalization, including historian audit trails, reporting, recipe and process management and preparation of the production line for higher level digital integration.
Production lines revolutionized industry over 100 years ago, but the evolution of automation and digitalization can unlock new possibilities for traditional processes to keep up with modern demands. Manufacturers can use the software as the first step on their digitalization journey and grow from there, avoiding pilot project purgatory on the way to their digital plant.
KHK USA Inc. announces Extensive Line of Premium Metric Worm Gears
KHK USA Inc., distributor of the market leading KHK® brand of metric gears, announces its extensive line of metric worm gears, manufactured to the highest quality standards by Kohara Gear Industry Co., of Japan. KHK’s large selection of worm gears are very quiet and provide smooth transmission of power and are suitable for a very wide range of applications where a large speed reduction is required in a compact space.
- Large Selection includes Stainless Steel, Aluminum Bronze and Nylon
 KHK worm gear pairs are offered in many modules, numbers of teeth and reduction ratios. Available materials for worms include structural carbon steel (S45C, etc.), structural alloy steel (SCM415, etc.), stainless steel and cast iron. Worm wheels are available in cast iron (FC200, etc.), nonferrous metals such as phosphor bronze and specialty bronze (nickel bronze, aluminum bronze, etc.), and engineering plastics such as MC Nylon.
KHK worm gear pairs are offered in many modules, numbers of teeth and reduction ratios. Available materials for worms include structural carbon steel (S45C, etc.), structural alloy steel (SCM415, etc.), stainless steel and cast iron. Worm wheels are available in cast iron (FC200, etc.), nonferrous metals such as phosphor bronze and specialty bronze (nickel bronze, aluminum bronze, etc.), and engineering plastics such as MC Nylon.
All KHK worm wheels and most of the worms allow for secondary operations such as opening the bore, adding of keyways, adding of tapped holes, and the reduction of the hub diameter or shaft diameter to be performed. KHK USA stocks products which have already had some of these secondary operations completed.
Worm gears are one type of gears that transmit motion between non-intersecting and non-parallel shafts. Their shaft angles are generally 90 degrees. There are roughly two types of worm gears. One is a worm in cylindrical form meshing with a worm wheel, the pair comprising a “cylindrical worm gear,” and the other an hourglass form worm and its mating worm gear called “hourglass worm gear.”
For more information on KHK Worm Gears, please visit: www.khkgears.us/products/worm-gear-pair/.
About KHK USA Inc.
KHK USA, based in Mineola, New York, is a wholly owned subsidiary of Kohara Gear Industry. KHK USA is a factory direct, full-service distributor of KHK gears with a large selection of product available off-the-shelf to meet your gearing needs. On staff application engineers assist customers with a wide selection of gears for their design and can produce customer gear quotations.
S-8 Food Can Corrosion Inhibitor Awarded USDA Certified Biobased Product Label!
Cortec® Corporation is pleased to announce that its S-8 corrosion inhibitor additive for food-can processing has been awarded the USDA Certified Biobased Product label! S-8 is now able to display a unique USDA label that highlights its percentage of biobased content and signifies its qualification to meet mandatory federal purchasing requirements under the USDA BioPreferred® Program.*

“We applaud Cortec® Corporation for earning the USDA Certified Biobased Product label,” said Vernell Thompson, USDA BioPreferred® Program. “Products from Cortec® Corporation are contributing to an ever-expanding marketplace that adds value to renewable agriculture commodities, creates jobs in rural communities, and decreases our reliance on petroleum.”
Cortec® is proud of this “green” chemistry achievement and addition to its growing line of USDA certified biobased products, which represent a long-standing commitment to environmental responsibility.
S-8 contains 71% USDA certified biobased content and is formulated with FDA compliant ingredients.† It is designed for corrosion protection of sealed food cans during washing and sterilization. While most of a can’s life may be spent sitting on a shelf in a dry environment, newly packed and sealed cans pass through hot steam for sterilization, sometimes followed by a cold-water bath, before ever reaching the warehouse, store, or pantry shelf. Exposure of the metal can to steam, water, and air at this stage of processing is a perfect recipe for corrosion, which could lead to serious repercussions for the producer, seller, and consumer if not properly addressed. S-8 can be added at a very low dose to the sterilization and cooling water to safeguard against the risk of flash corrosion from rinsing and sterilization.
Three phases of inhibitor action—in the water, in the air, and at the air-water interface—give S-8 unique protective abilities for the steam sterilization environment, inhibiting corrosion even when the cans are not fully submerged in S-8 treated water. The additive leaves behind a persistent thin protective layer that will not cause sticky deposits on the surface of the can. Benchtop laboratory tests show outstanding film persistency and stability in a wide temperature range. This “green” filming corrosion inhibitor contains salts of fatty amino acids and amino alcohols as the active ingredients and does not hydrolyze during application.

A large food can producer in Croatia started using S-8 in 2012 in conjunction with S-14 for corrosion protection and scale control in process water used to wash and sterilize cans. The water treatment additives solved the scale and corrosion problems, and, as of five years later, it was reported that these two products were still being used with satisfaction.
Cortec® is proud to contribute to the marketplace with a “green” chemistry product that is both useful and sustainable. First, the product meets an important need to protect food cans from flash rust at the end of the canning process. Second, the product uses FDA compliant materials to make it suitable for use on packed and sealed food cans. Third, the product relies on renewable, biobased raw materials to reduce the consumption of non-renewable resources. Furthermore, S-8 can be used by US federal agencies and their contractors who need to meet minimum biobased content levels when purchasing corrosion inhibitors.
Contact Cortec® today for more information about S-8 and its applicability to your process:
https://www.cortecwatertreatment.com/contact-us/
*For more information, go to https://www.biopreferred.gov.
†See product data sheet for details: https://www.cortecwatertreatment.com/product/s-8/
Cortec® Corporation is the global leader in innovative, environmentally responsible VpCI® and MCI® corrosion control technologies for Packaging, Metalworking, Construction, Electronics, Water Treatment, Oil & Gas, and other industries. Our relentless dedication to sustainability, quality, service, and support is unmatched in the industry. Headquartered in St. Paul, Minnesota, Cortec® manufactures over 400 products distributed worldwide. ISO 9001, ISO 14001:2004, & ISO 17025 Certified. Cortec Website: http://www.cortecvci.com
trinamiX Face Authentication is the first to be certified as highly secure behind OLED
trinamiX Face Authentication is the world’s first to fulfill highest biometric security demands while the hardware is invisibly mounted behind an OLED display. The solution was lately put to the thorough test of accredited assessment institutes. It was certified to be spoof-proof behind OLED according to the top standards defined by AndroidTM and FIDO® Alliance. trinamiX GmbH, a German subsidiary of BASF SE, is thus taking a further step towards creating the next generation of biometric authentication for smartphones.
- The first face authentication to pass Android Biometric Security Test and FIDO Biometric Component Certification, while the hardware is mounted behind an OLED display
- Solution officially approved for integration into Android phones as well as for use in particularly sensitive applications
Thanks to biometrics, user authentication today is as easy as looking at your smartphone’s screen to unlock it. The unmatched convenience of biometric solutions, especially compared to passwords or PINs, has made them increasingly popular. Still, these systems can be fooled by simply using a three-dimensional replica of someone’s face or finger. Biometric authentication is often not yet sufficient to meet the industry’s high security demands. trinamiX has launched a unique face authentication solution that is now certified to meet them – and to even go beyond.
A unique liveness check based on skin detection
trinamiX adds a unique dimension to face authentication: skin detection. Their technology reliably detects skin versus other materials while verifying a user’s identity in order to tell whether the object in front of the camera is an actual human-being. In that regard, it functions as a new way to check for liveness without any active user contribution. Acknowledging the value of their breakthrough, trinamiX has already patented the underlying technology Beam Profile Analysis. “We aim to create a future, in which sensitive user information is protected by reliable and convenient authentication steps,” says Stefan Metz, Director 3D Imaging Business at trinamiX. “This is where we see huge potential in facial biometrics – if smartphone manufacturers are able to close the security gaps that common technologies still have. At trinamiX we have found a way to provide that next-generation technology.”
To give proof of its higher security, trinamiX has put their technology to the test of accredited assessment institutes. Over a period of several months, it has undergone thousands of spoof attempts including the use of silicone masks with accurate three-dimensional shape. As a result, their face authentication solution has successfully been certified as spoof-proof (Spoof Acceptance Rate = 0 %) according to Android Biometric Class 3 (strong). It furthermore showed to fulfill the high requirements of FIDO Level C – the alliance’s soon-to-be top standard. Based on these assessments, trinamiX Face Authentication is officially approved for integration into Android phones as well as for use in sensitive applications like mobile payment. As the world’s first face authentication solution, it passed all biometric security tests while the hardware was mounted behind an OLED display.
 trinamiX Face Authentication – certified to meet highest security standards behind OLED trinamiX’ solution is able to detect skin and can thus reliably differentiate between a lifelike silicone mask and the real user.
trinamiX Face Authentication – certified to meet highest security standards behind OLED trinamiX’ solution is able to detect skin and can thus reliably differentiate between a lifelike silicone mask and the real user.
Combining both worlds: security and user experience
By integrating their solution behind OLED, trinamiX has unlocked a new freedom of design. It enables smartphone companies to create products with best user experience – while reliably protecting their users’ personal data. “Our goal is to give smartphone brands a greater freedom of design and to allow for sleek, maximum display designs,” says Metz. “We made our authentication solution work behind OLED and thereby finally erase the need for a notch.” While full-screen displays are smartphone industry’s ongoing trend, they typically impair the functionality of common face authentication. trinamiX found a way to solve these challenges: With their latest certifications, they prove to combine best user experience with highest security.
For more information visit https://trinamixsensing.com/3d-imaging/smartphone
Futher details on mentioned certifications
trinamiX Face Authentication was tested according to the FIDO Alliance Biometric Component Certification Program and the Android Biometric Security Test. It passed each of them with the highest possible rating, while the hardware (camera, dot projector, flood illuminator) was integrated behind OLED.
To be considered compatible with Android, device implementations must meet their specific security requirements. The Android Biometric Security defines three classes of biometric strength: Class 3 (Strong), Class 2 (Weak), and Class 1 (Convenience). trinamiX Face Authentication was rated Class 3 based on, besides other criteria, the Spoof Acceptance Rate of 0 %.
Source: https://source.android.com/security/biometric/measure
The FIDO Alliance Biometric Component Certification was established globally to set a standard for biometric authentication methods. Their standard provides the means to make biometric security measurable and comparable – especially in accordance with the payment requirements of international financial ecosystem standards. trinamiX Face Authentication was tested in accordance with the requirements of soon-to-be top standard FIDO Level C.
Source: https://fidoalliance.org/certification/biometric-component-certification/
Android is a trademark of Google LLC. | FIDO® is a trademark (registered in numerous countries) of FIDO Alliance, Inc.
Hexagon, Rossing deploy mine safety system ahead of schedule
Hexagon’s Mining division has just announced completion of a significant safety installation with Rossing Uranium Mine in Namibia. Primary mining vehicles at the mine are now equipped with HxGN MineProtect Operator Alertness System Heavy Vehicle (OAS-HV), a full two months ahead of schedule.
The customer’s commitment, engagement and willingness to adapt to COVID restrictions played a large part in the project’s success, said Andrew Crose, Managing Director-EMEA, Hexagon’s Mining division.
“Hexagon shares Rossing’s commitment to safety and the core belief that people are a mine’s most precious asset,” said Crose. “The resourcefulness displayed by everyone involved was impressive. It ensured that we completed the project successfully and ahead of schedule.”
 OAS-HV is an integrated fatigue and distraction-detection, alerting, and reporting solution that helps operators maintain the level of attention necessary for long shifts. Integrated with HxGN MineProtect Collision Avoidance System, OAS-HV uses sophisticated computer vision technology to provide a real-time fatigue and distraction risk status and traffic awareness to operators via unobtrusive, operator-friendly displays.
OAS-HV is an integrated fatigue and distraction-detection, alerting, and reporting solution that helps operators maintain the level of attention necessary for long shifts. Integrated with HxGN MineProtect Collision Avoidance System, OAS-HV uses sophisticated computer vision technology to provide a real-time fatigue and distraction risk status and traffic awareness to operators via unobtrusive, operator-friendly displays.
Included with Rossing’s deployment is Hexagon’s 24/7 Remote Monitoring Service, ensuring impartial monitoring without imposing on the customer’s IT & Server infrastructure.
A successful trial among operators of OAS-HV in Q4 2020 led to full deployment, said George Murasiki, former Principal Advisor: Pit Operations and current Principal Advisor: Long Term Planning. “The system was fully adopted by the operators,” said Murasiki.
“We noticed an increase in the productivity of operators and machinery, which improved our production. Good communication between all parties ensured we achieved the efficiencies needed to reach targets early.”
Located in the Namib Desert, 70 kilometers from the coastal town of Swakopmund, Rossing Uranium Mine is one of the largest open pit uranium mines in the world.
Hexagon is a global leader in digital reality solutions, combining sensor, software and autonomous technologies. We are putting data to work to boost efficiency, productivity, quality and safety across industrial, manufacturing, infrastructure, public sector, and mobility applications.
Our technologies are shaping production and people-related ecosystems to become increasingly connected and autonomous — ensuring a scalable, sustainable future.
Hexagon’s Mining division solves surface and underground mine challenges with proven technologies for planning, operations and safety.
Hexagon (Nasdaq Stockholm: HEXA B) has approximately 21,000 employees in 50 countries and net sales of approximately 4.6bn USD. Learn more at hexagon.com
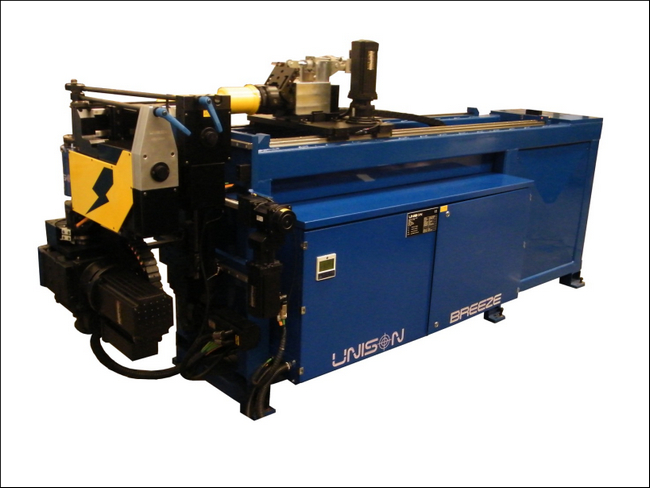
UNISON TO SHOWCASE SIGNIFICANT SPEED ENHANCEMENTS AND NEW ENTRY LEVEL TUBE BENDING MACHINES AT MACH 2022
Unison Ltd, the inventors of ultra-precise, all-electric CNC tube bending machines, will be presenting a number of new technologies at MACH 2022 to help manufacturers and subcontractors accelerate their efficiency and productivity as demand returns to pre-pandemic levels.
On show and operational on Stand 630, Hall 6, will be an all-electric Unison Breeze 16 mm (maximum tube diameter) multi-stack tube bending machine, equipped with the company’s newly upgraded Unibend control – an operating system providing speed enhancements in the region of 25% when bending at full power. There will also be a Unison EvBend 1000, a high-precision machine developed to reduce the entry cost to precision rotary draw tube bending by combining manually- operated feed, tube rotation and bending force, with CNC-controlled braking on the carriage feed, rotation and bend arm axes. Ideal for prototypes and one offs, the EvBend 1000 is widely used in the Formula One and aerospace industries.

Additionally, for organisations that do not typically require the high levels of versatility and rapid setup times offered by Unison’s industry-leading Breeze range, but aspire to owning a Unison tube bending machine, there will be the opportunity to get the lowdown on Unison’s newly launched range of Synergy HBM (hybrid, multi-stack) range of machines.
Models from 4 mm up to 275 mm tube diameter
Unison Ltd offers more than 30 advanced, all-electric tube and pipe bending machines for diameters ranging from 4 mm (5/32”) to 275 mm (10” schedule pipe), with each model delivering rapid setup, fast tool changes, exceptional power, rigid mechanical design, and all-electric control for right-first-time repeat sub-contract work, or immediately after producing a single trial part. These are all attributes that Unison Ltd believes make its Breeze models the ultimate tube manipulation machines for businesses specialising in small batch production runs.
Available in 50 mm and 80 mm versions from launch, Unison’s new Synergy hybrid range combines electric and hydraulic operation. Just like Unison Breeze machines, each model benefits from exceptional power and rigid mechanical design. As with Breeze models, bend arm, carriage, plane of bend and carriage side shift are servo driven, while mandrel, pressure die and clamping system are hydraulically controlled. This makes Synergy machines well-suited to high volume, repetitive tube manipulation operations that don’t require the rapid setup times and all-electric control provided by Breeze machines.
“We know from speaking to our UK customer base that confidence is back in manufacturing,” comments Unison Ltd joint managing director, Alan Pickering. “Through significant control system upgrades to our all-electric Breeze models, and our new lower-priced Synergy range of hybrid tube bending machines, we are offering manufacturers, whatever their tube bending requirements, the most comprehensive range of high-quality options.”
Unison Ltd: intelligent tube technology
Established in 1973, Unison Ltd is the UK’s leading manufacturer of tube and pipe bending machines and continually innovates the tube and pipe bending marketplace. The company manufactured the world’s first all-electric tube bender in 1994, followed by the world’s first all-electric multi-stack tube bender, then the world’s largest all-electric tube bender for the shipbuilding industry. Available in single-stack, multi-stack and right/left varieties, Unison machines are delivered to more than 20 countries globally. Unison’s tube bending software is recognised as the most user-friendly control system for tube bending machines. The software is written and supported by Unison, ensuring complete control of its evolution, with no need for third party support.
www.unisonltd.com
Farnell establishes 2022 strategic priorities
Farnell, an Avnet Company and global distributor of electronic components, products and solutions has launched a new customer service campaign to promote the distributor’s 2022 strategic priorities.
The impact of the COVID-19 pandemic as well as other external factors has rapidly changed the electronics landscape and as the new year begins, Farnell President, Chris Breslin, restates the business’ commitment to meeting customer needs and delivering the very best in high service electronics distribution:
 Chris Breslin, Farnell President“The electronics industry and the Farnell business were not immune from the global challenges of the last 24 months as the COVID-19 pandemic placed huge pressures on our customers, our suppliers, and our employees” Chris Breslin, Farnell President, said.
Chris Breslin, Farnell President“The electronics industry and the Farnell business were not immune from the global challenges of the last 24 months as the COVID-19 pandemic placed huge pressures on our customers, our suppliers, and our employees” Chris Breslin, Farnell President, said.
“There was much for us to be proud of during this challenging time, from expediting medical orders supporting frontline healthcare professionals to the seamless transition to remote work for our employees. However, we also recognise the need for continued improvements in our customer service offering” Breslin continued.
“As our business environment changed rapidly, we re-evaluated each step of the support process to ensure that the customer experience was optimised. Farnell has been more than a distributor for 83 years and counting, it has been a partner to its customers, working tirelessly to support them in overcoming their challenges.” Chris Breslin emphasised that, “This strong working partnership remains our goal as we embark on a new year, with new challenges and new opportunities.”
Customers are not solely looking for their distribution partner to meet their needs. The distribution partner must have stable and dynamic support functions to address the challenging and evolving business markets. Chris Breslin explains that Farnell is focusing on three key 2022 strategic priorities that will enable it to best support customer needs today and tomorrow. The focal points will be Digital Transformation, Adaptability, and Improved Customer Support.
Digital Transformation
“The impact of the COVID-19 pandemic accelerated the trend towards digital commerce. The vast majority of Farnell customers begin their journey online and over 70% complete their transaction on a digital platform. Over the last year, Farnell has implemented hundreds of improvements including industry leading speed on its global websites. Farnell is well positioned as a digital-first business and is making the necessary investments to deliver one of the industry’s leading digital experiences.”
Adaptability
“Farnell has become an increasingly agile business with global teams across a variety of functions able to respond and react rapidly to a changing landscape and the subsequent changes to customer needs. In 2022, Farnell customers will realise the benefits of several strategic investment decisions that the business made in the period since 2019, such as a fully operational state-of-the-art distribution centre and increased product range to over 1 million, including 250,000 new parts by summer 2022.”
Improved customer support
“Farnell’s aim has always been to help customers solve problems, not just sell them parts. We’ve seen our customers change their ways of working; the requirements of Farnell as their distribution partner have changed accordingly. Our multichannel customer service support processes are constantly being reviewed and improved to ensure they meet customer needs whatever they may be in 2022 and beyond” Breslin concluded.
Find out how Farnell can support your journey here.
About us
Farnell is a global technology leader with over 80 years in the high service distribution of technology products and solutions for electronic system design, production, maintenance and repair. Farnell uses this experience to support its broad customer base, from hobbyists to engineers, maintenance engineers and buyers, working with leading brands and start-ups to develop new products for market, and supporting the industry as it seeks to develop the current and next generation of engineers.
Farnell trades as Farnell in Europe; Newark in North America; and element14 throughout Asia Pacific and sells direct to consumers through a network of resellers and its CPC business in the UK.
Farnell is a business unit of Avnet, Inc. (Nasdaq: AVT). Avnet is a global technology solutions provider with an extensive ecosystem that delivers design, product, marketing and supply chain expertise for customers at every stage of the product lifecycle.
For more information, visit our websites at http://www.farnell.com/corporate and https://www.avnet.com.
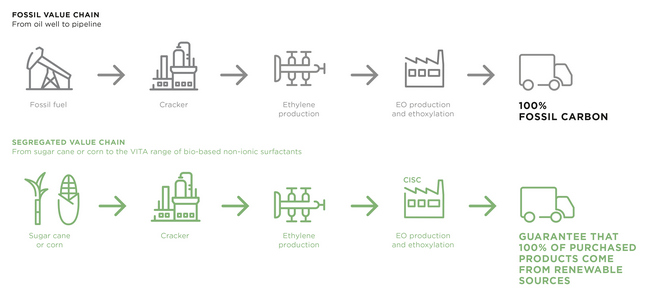
Clariant launches 100% bio-based surfactants range driving the transition towards renewable carbon
Driving change. Clariant has just unveiled its new Vita 100% bio-based surfactants and polyethylene glycols (PEGs) to help directly address climate change by helping remove fossil carbon from the value chain.
As our climate gives us increasing and alarming signals of change, individuals and industries are looking for ways to reduce their environmental footprints, and the demand for bio-based chemicals is set to grow strongly in the coming years. Clariant is committed to fostering the transition to a more sustainable bioeconomy and has a growing share of bio-based products and processing aids in its portfolio.
The introduction of 100% bio-based surfactants and PEGs significantly expands Clariant’s Vita designated ingredients. Vita products are based on renewable feedstocks and have at least 98% Renewable Carbon Index (RCI). It is just one example of its commitment to provide low carbon footprint solutions to customers and to Greater Chemistry – between people and planet.
“From the packaging to the many ingredients, a typical consumer product in coatings, personal care, home care, industrial, and agricultural applications still uses petrochemicals and therefore fossil carbon,” said Christian Vang, Global Head of Business Unit Industrial & Consumer Specialties, Clariant. “Switching to bio-based carbon chemistry remains a big challenge for manufacturers and by launching the Vita surfactant and PEG range we are offering them an important new solution to achieve this.”
Designed for natural formulations targeting a high Renewable Carbon Index (RCI), the new Vita products support manufacturers in maximizing the bio-based carbon content of consumer goods such as detergents, hair and body shampoo, paint, industrial lubricants, and crop formulations.
Clariant uses 100% bio-ethanol derived from sugar cane or corn to create the ethylene oxide for its innovative new surfactants and PEGs. The bio-based material is fully segregated along the value chain from the field to the final consumer product.
Because only bio-based feedstocks are used, the ingredients have significantly lower carbon footprints than their fossil-based counterparts. The Vita surfactants are CO₂ emissions savers: they can help save up to 85% of CO₂ emissions[1] compared to their fossil analogues.
Importantly, in addition to setting the standard in a greener production, these new solutions are chemically equivalent to Clariant’s fossil versions, offering the same performance and efficiency to formulators and brand owners. Customers can currently benefit from more than 70 bio-based products, and the range will continue to be expanded to meet evolving market needs. In Q1 2022, double-digit kilotons of the bio-based surfactants and PEGs will be available for the worldwide business segments from Clariant IGL Specialty Chemicals (CISC), a Clariant joint venture.
As one of the global leader in specialty chemicals, and a member of the UN Global Compact, Clariant is at the forefront of advanced carbon solutions with a unique level of expertise, know-how and industry knowledge . Find out more about the new Vita range of surfactants for natural formulations or discover how Clariant is part of driving change in a changing world through its companywide sustainability strategy.
www.clariant.com
Clariant is a focused, sustainable and innovative specialty chemical company based in Muttenz, near Basel/Switzerland. On 31 December 2020, the company employed a total workforce of 13 235. In the financial year 2020, Clariant recorded sales of CHF 3.860 billion for its continuing businesses. The company reports in three business areas: Care Chemicals, Catalysis and Natural Resources. Clariant’s corporate strategy is led by the overarching purpose of ‘Greater chemistry – between people and planet’ and reflects the importance of connecting customer focus, innovation, sustainability, and people.
ABB long-term service agreement supports grinding reliability for Atalaya Mining in Spain
Global technology company ABB has helped Atalaya Mining to optimize mill availability and performance by combining its gearless mill drive (GMD) with ongoing lifecycle management support and a digital condition monitoring solution through a long-term service agreement (LTSA).
- ABB technology has helped Atalaya Mining to optimize SAG mill availability and performance at Project Riotinto, Andalucía
- Digital solution ABB Ability™ Predictive Maintenance for grinding is part of the service for the ABB gearless mill drive (GMD) on site
- ABB is following a long-term service agreement (LTSA) with Atalaya Mining, supported by a dedicated lifecycle manager to ensure optimized operations and continuous maintenance improvements
The mining company, which produces copper concentrates and silver by-product at its Project Riotinto site in the Andalucía region of southwest Spain, uses an ABB GMD, the most powerful mill drive system on the market. It is considered as the ‘workhorse’ for grinding operations, providing reliability and availability for processing plants such as Riotinto, which has a processing capacity of up to 15 Mtpa.
After its recent expansion, Riotinto mine increased its annual copper production target to approximately 55,000 tonnes per year. The ABB long-term service agreement (LTSA) with an ABB Lifecycle Manager has supported a production record at the mine in 2020 and production was approximately the same in 2021.
Through the service program, Atalaya Mining benefits from lifecycle management to plan, coordinate and execute services, including corrective, preventive and predictive system maintenance with rapid response to emergency calls and an adaptive approach to meet modifications in production, maintenance or shutdown schedules. This means minimizing the risk of costly unscheduled downtime, extending the life of installed systems and optimizing process performance.

At the same time, ABB Ability Predictive Maintenance for grinding, a digital condition monitoring solution to maintain, assess and analyze GMD systems and increase safety through continuous checks, has been deployed. It considers past and real-time data to anticipate maintenance requirements and to avoid unplanned production downtime.
Overall, the LTSA maximizes availability, optimizes asset performance and facilitates safe operation of the equipment through a single-point-of-contact, ABB’s Remote Diagnostic Services, routine maintenance and upgrades.
“The combination of ABB GMD design, the continuous monitoring and the use of ABB Ability™ Predictive Maintenance for grinding means that the system is working at its highest efficiency,” said Dimitris Fotiadis, Head of Lifecycle Care, ABB. “ABB will continue to support Atalaya Mining through machine operation and routine maintenance over the long term.”
ABB has provided more than 150 gearless mill drives to customers around the world over the last 50 years. ABB gearless mill drives draw on the ABB distributed control system, ABB Ability™ System 800xA and offer advanced mill control functions including frozen charge detection, frozen charge remover, controlled rollback, automatic positioning and advanced monitoring.
ABB (ABBN: SIX Swiss Ex) is a leading global technology company that energizes the transformation of society and industry to achieve a more productive, sustainable future. By connecting software to its electrification, robotics, automation and motion portfolio, ABB pushes the boundaries of technology to drive performance to new levels. With a history of excellence stretching back more than 130 years, ABB’s success is driven by about 105,000 talented employees in over 100 countries.
ABB’s Process Automation business is a leader in automation, electrification and digitalization for the process and hybrid industries. We serve our customers with a broad portfolio of products, systems, and end-to-end solutions, including our #1 distributed control system, software, and lifecycle services, industry-specific products as well as measurement and analytics, marine and turbocharging offerings. As the global #2 in the market, we build on our deep domain expertise, diverse team and global footprint, and are dedicated to helping our customers increase competitiveness, improve their return on investment and run safe, smart, and sustainable operations.
Plastic Packaging Tax: New tax will hit UK businesses reliant on imports particularly hard
With just two months until the Plastic Packaging Tax (PPT) is introduced (1 April) in the UK to encourage the use of recycled plastic in product packaging, Andrew Thurston, Customs Duty Consultant at MHA, argues the process of proving compliance, or exemption, to this new tax will be especially burdensome for businesses reliant on imports for packaging:
“There are good intentions behind the Plastic Packaging Tax (PPT) but, while it should work well for UK businesses who source their plastic packaging domestically, it will create a very cumbersome administrative burden for those that rely on imports and could potentially prove self-defeating.
 “The tax is designed to encourage UK businesses to increase the recycled content of single-use plastic packaging. It will apply to finished plastic packaging manufactured in, or imported into, the UK if the plastic is less than 30% recycled. It means companies will need to meticulously calculate and report their recycled packaging plastic to ensure they remain tax complaint.
“The tax is designed to encourage UK businesses to increase the recycled content of single-use plastic packaging. It will apply to finished plastic packaging manufactured in, or imported into, the UK if the plastic is less than 30% recycled. It means companies will need to meticulously calculate and report their recycled packaging plastic to ensure they remain tax complaint.
“The administrative burden will be felt most acutely by those businesses who purchase goods and packaging materials from outside the UK. To ensure they are compliant with, or exempt from PPT, they must obtain evidence from their international suppliers of the recycled content of packaging. Obtaining the necessary evidence could be a difficult and costly request, potentially rendering any attempts to claim tax exemption cost-prohibitive. Ironically, this could result in businesses ignoring the call to use more sustainable materials as meeting the exemption-threshold might not be worth it financially, defeating the purpose of the tax.
“In addition, any companies purchasing goods from outside the UK will need to review individual products for the weight of the plastic packaging to be able to accurately report quantities and account for PPT. This is a dauntingly long and complex process, especially as hundreds of different products enter the UK through today’s complex supply chains. The additional costs will ultimately be passed through to the end consumer, resulting in increased retail prices.
“All in all the PPT could prove a huge headache for certain kinds of business, in particular those who package goods and fresh produce for retail, such as supermarkets. More taxes designed to promote sustainability are also likely to be introduced in the near future. UK businesses would be wise to adapt to the new tax landscape as quickly as possible to ensure they are prepared.”
About MHA
MHA is a network of independent accountancy firms, ranked the 12th largest accountancy group in the UK*. It comprises four member firms with a strong reputation for specialist industry knowledge, which collaborate and share best practice to provide outstanding client service. These include: MHA MacIntyre Hudson, MHA Moore & Smalley, MHA Monahans and MHA Tait Walker. The network has 136 partners and 1,375 staff across the UK.
The MHA Network is the UK independent member of Baker Tilly International, one of the world’s largest leading international networks of independently owned and managed accountancy and business advisory firms, operating across 148 territories.