
Super User
Eimear Bonner Appointed Chevron Vice President
Chevron Corporation has just announced the appointment of Eimear Bonner as vice president, reporting to Chairman and CEO Michael Wirth, effective August 2. Bonner will also continue as president, Chevron Technical Center, and chief technology officer, overseeing the application of technology, research and development, and Chevron’s digital strategy.
![]() “I welcome Eimear to Chevron’s executive leadership team,” Wirth said. “Eimear is an accomplished leader. Her perspective, earned through numerous assignments managing some of the company’s most significant assets, prepares her to serve our company and our stockholders well in this key role.”
“I welcome Eimear to Chevron’s executive leadership team,” Wirth said. “Eimear is an accomplished leader. Her perspective, earned through numerous assignments managing some of the company’s most significant assets, prepares her to serve our company and our stockholders well in this key role.”
Bonner, 47, served as general director of Chevron’s largest joint venture, Tengizchevroil (TCO), in Kazakhstan from 2018, an organization of approximately 5,000 direct employees and a total workforce exceeding 40,000. She was responsible for ensuring strong business performance, advancing TCO’s FGP/WPMP expansion project, managing relationships with stakeholders in the Kazakhstan government, partner companies and the communities, and leading TCO’s organization transformation.
She began her career as an offshore petroleum engineer in the United Kingdom, and over her 22-year career with Chevron, Bonner has held numerous leadership and engineering positions in the United Kingdom, Thailand, Kazakhstan and the United States, as well as general manager, Strategy, at the company’s headquarters. Bonner received her bachelor’s degree in chemical engineering from Queen’s University Belfast, and her master’s degrees in advanced chemical engineering and petroleum engineering from Imperial College London.
Chevron is one of the world’s leading integrated energy companies. We believe affordable, reliable and ever-cleaner energy is essential to achieving a more prosperous and sustainable world. Chevron produces crude oil and natural gas; manufactures transportation fuels, lubricants, petrochemicals and additives; and develops technologies that enhance our business and the industry. To advance a lower-carbon future, we are focused on cost efficiently lowering our carbon intensity, increasing renewables and offsets in support of our business, and investing in low-carbon technologies that enable commercial solutions. More information about Chevron is available at www.chevron.com.
Joe Geagea, Chevron Executive Vice President, Technology, Projects and Services, to Retire
Chevron Corporation (NYSE:CVX) has just announced that Joseph C. (Joe) Geagea, executive vice president, Technology, Projects and Services, will retire from the company after 40 years of outstanding service. Geagea will continue as an executive vice president and serve as senior advisor to chairman and CEO Michael Wirth until his retirement on or about March 1, 2022.
![]() “I’d like to thank Joe for four decades of significant contributions to Chevron,” Wirth said. “Joe’s career has spanned the globe as well as Chevron’s many businesses. He has left an enduring mark on the company, and we are better for it.”
“I’d like to thank Joe for four decades of significant contributions to Chevron,” Wirth said. “Joe’s career has spanned the globe as well as Chevron’s many businesses. He has left an enduring mark on the company, and we are better for it.”
Geagea joined Chevron in 1982 as a design engineer. Prior to his current role, Geagea was senior vice president of Technology, Projects and Services. He served as a corporate vice president and president of Chevron Gas and Midstream, responsible for commercializing Chevron’s natural gas resources and overseeing the company’s shipping, pipeline and power operations as well as supply and trading operations. Previous positions include: managing director, Chevron Asia South Ltd., responsible for Chevron’s upstream activities in Bangladesh, Cambodia, China, Myanmar, Thailand and Vietnam; vice president, Upstream Capability, responsible for improving the delivery of support services to Chevron’s global upstream operations; vice president, Chevron International Exploration and Production Company; president, Fuel and Marine Marketing, as well as president, downstream operations in East Africa, the Middle East and Pakistan.
Outside of Chevron, Geagea serves on the board of directors of the National Action Council for Minorities in Engineering. He is a member of the American Society of Civil Engineers and the Society of Petroleum Engineers. He previously served on the board of trustees of the San Francisco Ballet Association. Geagea earned a bachelor’s degree and a master’s degree in civil engineering from the University of Illinois in 1981 and 1982, respectively.
Chevron is one of the world’s leading integrated energy companies. We believe affordable, reliable and ever-cleaner energy is essential to achieving a more prosperous and sustainable world. Chevron produces crude oil and natural gas; manufactures transportation fuels, lubricants, petrochemicals and additives; and develops technologies that enhance our business and the industry. To advance a lower-carbon future, we are focused on cost efficiently lowering our carbon intensity, increasing renewables and offsets in support of our business, and investing in low-carbon technologies that enable commercial solutions. More information about Chevron is available at www.chevron.com.
NVENT ADDS TO SMART CONNECTED CONTROL AND MONITORING PORTFOLIO WITH NEW NVENT RAYCHEM HAZARDOUS AREA HEAT TRACING PANELS
nVent Electric plc (NYSE:NVT) (“nVent”), a global leader in electrical connection and protection solutions, is pleased to announce the launch of a new range of nVent RAYCHEM hazardous area heat tracing panels for the European market. Designed, manufactured and certified at nVent’s panel manufacturing facility in Europe, the new range seamlessly integrates with the existing nVent RAYCHEM Elexant network to provide a flexible, in-field heat-tracing control and monitoring solution. Available in standard configurations or as an engineered solution, the new panels also help to optimize heat-tracing operations, reducing total installed costs and project lead times.
A cost-effective, customizable solution
“By combining local and centralized controls with advanced monitoring, our new range creates an optimal control architecture for petrochemical production and other industrial operations,” comments Jaap Nieuwenhuizen, nVent vice president of EMEAI. “Its launch demonstrates our commitment to delivering the process integrity, real-time visibility and reliability that plant owners and operators demand, alongside reduced cost of ownership. Users can also integrate wireless connectivity via the inclusion of the nVent RAYCHEM Elexant 9200i wireless communications interface. This simplifies heat tracing installation upgrades and further reduces wire infrastructure costs.”
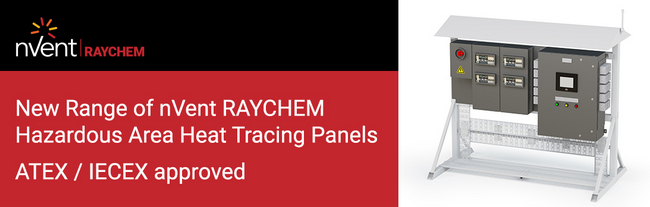
The new control panels are specially designed for installation close to heat-tracing circuits in hazardous field locations, significantly reducing cabling infrastructure costs, while delivering considerable space savings within power distribution substations. Via the intuitive touch-screen user interface, the panels also bring advanced control capabilities closer to heat tracing circuits in the field, enabling quick and easy system inspections.
Enhanced protection for harsh winter conditions
In addition to the standard Zone-2 panels, nVent is also introducing an innovative new panel winterization system, suitable for temperatures as low as -55°C (patent pending), specially designed for Arctic regions.
“In harsh climates, the winterized version of our Zone-2 panels provides a reliable, energy-efficient solution to keep vital operations running smoothly,” states Kirill Yakimovich, nVent regional sales manager for Russia. “Via our patented panel heaters, we provide heat precisely where it’s needed, helping to ensure delicate components are protected without excessive energy costs.”
Superior quality, delivered quickly
The Zone-2 panels are designed, manufactured and delivered by nVent according to the highest quality standards, enhancing safety and reliability in every application. nVent’s panel manufacturing process is fully UL-approved in compliance with ATEX and IECEx regulations, resulting in improved flexibility and shortened lead times. These in-house capabilities enable a fast response to panel specification changes, even in the later stages of the project, avoiding costly delays.

Optimizing operational efficiency
The Zone-2 panels’ improved accessibility provides real-time visibility over the heat tracing system and helps reduce the time needed for configuration, monitoring and maintenance activities. The data-driven insights and smart connectivity of the nVent RAYCHEM Elexant network also allows site managers to fully optimize operational efficiency and safety.
For more information on the nVent RAYCHEM hazardous area panels or nVent’s wider portfolio of smart, connected heat-tracing solutions, visit: www.nVent.com/RAYCHEM
About nVent
nVent is a leading global provider of electrical connection and protection solutions. We believe our inventive electrical solutions enable safer systems and ensure a more secure world. We design, manufacture, market, install and service high performance products and solutions that connect and protect some of the world's most sensitive equipment, buildings and critical processes. We offer a comprehensive range of enclosures, electrical connections and fastening and thermal management solutions across industry-leading brands that are recognized globally for quality, reliability and innovation. Our principal office is in London and our management office in the United States is in Minneapolis. Our robust portfolio of leading electrical product brands dates back more than 100 years and includes nVent CADDY, ERICO, HOFFMAN, RAYCHEM, SCHROFF and TRACER.
nVent, CADDY, ERICO, HOFFMAN, RAYCHEM, SCHROFF and TRACER are trademarks owned or licensed by nVent Services GmbH or its affiliates.
BASF’s Irgastab® enables LOTTE Chemical to deliver high-clarity medical polypropylene for syringes used in COVID-19 vaccinations
LOTTE Chemical, a major Korean chemical company, has produced the polypropylene (PP) required for medical applications using BASF’s Irgastab®, a non-discoloring processing stabilizer. With the rollout of COVID-19 vaccinations worldwide, the need for syringes made from PP has increased exponentially.
LOTTE Chemical’s medical PP has been applied to the LDS (low dead space) syringes developed by a medical syringe manufacturer in South Korea. These specialized products are designed to minimize the amount of a drug left in the device after injection which leads to reduced vaccine wastage. As a result, LDS syringes are in huge demand globally as it is estimated to enable 20% more people to get the dose with the same amount of vaccine.
Plastics used for medical applications require sterilization. This causes degradation and discoloration of the polymer. “Irgastab serves to ensure that medical PP remains safe and suitable for use,” said Hermann Althoff, Senior Vice President, Performance Chemicals Asia Pacific, BASF. “It provides processing stability without discoloration to polypropylene during compounding and injection molding, which is vital for LDS syringes as the materials need to be certified for high-clarity.”
 LOTTE Chemical, a major Korean chemical company, has produced the polypropylene (PP) required for medical applications using BASF’s Irgastab®, a non-discoloring processing stabilizer. With the rollout of COVID-19 vaccinations worldwide, the need for syringes made from PP has increased exponentially.
LOTTE Chemical, a major Korean chemical company, has produced the polypropylene (PP) required for medical applications using BASF’s Irgastab®, a non-discoloring processing stabilizer. With the rollout of COVID-19 vaccinations worldwide, the need for syringes made from PP has increased exponentially.
As the need for syringes is expected to explode for the vaccination against COVID-19, LOTTE Chemical is expanding the development of special polypropylene materials to ensure strict production quality control of medical materials, including high-clarity PP, and to accommodate the growing needs related to healthcare and safety.
“LOTTE Chemical has a strong position in the medical PP market and we would like to lead and develop this market together with BASF,” said Dr. Kang Kyung-Bo, head of LOTTE Chemical R&D center. “Due to its good performance in terms of color retention and transparency, we are assessing the possibility of expanding the use of Irgastab to fibers and sheets.”
Plastic syringes, and many other medical applications, help to protect human health and safety as one key pillar for a sustainable future. The sustainability benefits of Irgastab also extend to the protection of the environment and valuable resources by shielding plastics in sensitive applications at lower concentrations than alternate solutions.
About BASF Plastic Additives
BASF is a leading supplier, manufacturer and innovation partner of plastic additives. Its comprehensive and innovative product portfolio includes additives which provide ease in processing, heat and light resistance to a variety of polymers and applications including molded articles, films, fibers, sheets and extruded profiles. The portfolio is constantly analyzed, assessed and actively improved towards solutions which make a larger contribution to sustainability. More information about plastic additives: www.plasticadditives.basf.com.
BASF plastic additives is part of BASF’s Performance Chemicals division. The division’s portfolio also includes fuel and lubricant solutions, kaolin minerals, as well as oilfield chemicals and mining solutions. Customers from a variety of industries including Chemicals, Plastics, Consumer Goods, Energy & Resources and Automotive & Transportation benefit from our innovative solutions. To learn more, visit www.performancechemicals.basf.com.
About BASF
At BASF, we create chemistry for a sustainable future. We combine economic success with environmental protection and social responsibility. More than 110,000 employees in the BASF Group contribute to the success of our customers in nearly all sectors and almost every country in the world. Our portfolio is organized into six segments: Chemicals, Materials, Industrial Solutions, Surface Technologies, Nutrition & Care and Agricultural Solutions. BASF generated sales of €59 billion in 2020. BASF shares are traded on the stock exchange in Frankfurt (BAS) and as American Depositary Receipts (BASFY) in the U.S. Further information at www.basf.com.
Brenntag acquires North American acetone specialist Matrix Chemical
Brenntag, the global market leader in chemicals and ingredients distribution, acquires all operating assets and business of Matrix Chemical, LLC (“Matrix”). The company is a solvents distributor and the largest distributor of acetone in North America with sales of around USD 200 million year to date in 2021.
![]() Steven Terwindt, Member of the Management Board of Brenntag SE and COO Brenntag Essentials, comments: “With the acquisition of Matrix we create a highly reliable and competitive logistics network for acetone and solvents in North America that allows us to take advantage of market opportunities and to deliver a variety of core products to our customers more efficiently, economically and in a more sustainable manner. Overall, we expect significant operating synergies by leveraging Matrix’s supplier relationships, logistics network and bulk storage capacity in combination with Brenntag’s existing North American infrastructure and outbound logistics.”
Steven Terwindt, Member of the Management Board of Brenntag SE and COO Brenntag Essentials, comments: “With the acquisition of Matrix we create a highly reliable and competitive logistics network for acetone and solvents in North America that allows us to take advantage of market opportunities and to deliver a variety of core products to our customers more efficiently, economically and in a more sustainable manner. Overall, we expect significant operating synergies by leveraging Matrix’s supplier relationships, logistics network and bulk storage capacity in combination with Brenntag’s existing North American infrastructure and outbound logistics.”
The company distributes acetone and other solvents to customers throughout the United States and Canada. These products are used in various industries such as personal care, adhesives, and the paint and coatings industry. Matrix operates storage tanks at bulk terminals in Houston (Texas), Chicago (Illinois), Vanport (Pennsylvania), and Wilmington (North Carolina).
Anthony Gerace, Managing Director Mergers & Acquisitions at Brenntag SE, on the strategic opportunities of the acquisition: “Matrix and its terminals in the United States perfectly complement our existing network in the region. The acquisition is strategically aligned with our growth strategy in North America as it creates substantial additional acetone capacity in key geographic areas at advantaged barge economics. The combined network will improve our geographic coverage and operating efficiency and allow us to better serve our customer and supply partners alike.”
Closing and signing of the acquisition occurred simultaneously.
About Brenntag:
Brenntag is the global market leader in chemicals and ingredients distribution. The company holds a central role in connecting customers and suppliers of the chemical industry. Headquartered in Essen, Germany, Brenntag has more than 17,000 employees worldwide and operates a network of more than 670 sites in 77 countries. In 2020, Brenntag generated sales of around 11.8 billion EUR. The two global divisions, Brenntag Essentials and Brenntag Specialties, provide a full-line portfolio of industrial and specialty chemicals and ingredients as well as tailor-made application, marketing and supply chain solutions, technical and formulation support, comprehensive regulatory know-how, and digital solutions for a wide range of industries. In the field of sustainability, Brenntag pursues specific goals and is committed to sustainable solutions in its own sector and the industries served. Brenntag shares are listed at the Frankfurt Stock Exchange and are included in the MDAX and DAX 50 ESG. For more information, visit www.brenntag.com
Xodus report outlines pathway for UK to become world leader in hydrogen
Global energy consultancy Xodus has launched a new report urging a bolder vision to enable the UK to become a global leader in the adoption of hydrogen.
Titled, ‘The UK - the Global Hydrogen Centre’ and produced for the SPE Offshore Europe virtual conference, 7-10 September 2021, the research suggests the UK is ideally placed geographically, technically, financially and politically to be a global low carbon hub, spanning both green and blue hydrogen production and export.
The report urges UK companies to adopt a bolder approach to hydrogen, to become global players and the leaders in Europe, gaining associated first-mover advantages on the back of an ambitious hydrogen development programme. With hydrogen infrastructure being classified as a ‘low-regret investment’, the UK should become the first country to blend significant amounts of hydrogen into a national gas network.
Furthermore, the UK government is encouraged to resist the temptation to deliver only green hydrogen to the continent as this is not in the country’s best interest. Rather than catering to a ‘green only’ ideal, the report advocates for blue or teal UK low carbon hydrogen, which is considered a low carbon and commercially accessible technology.
By creating apprenticeship opportunities early on, the UK can ensure its domestic workforce will be ready when required later this decade. A long-term joined up approach to the market would provide the freedom necessary for positive decisions to be made on which elements and aspects of this new supply chain are most beneficial to attract.
Kent Massey, principal advisor at Xodus, said: “Low carbon hydrogen has many advantages for the UK. Our abundant wind energy, extensive oil and gas infrastructure and proximity to major industrial centres mean that we should make the best use of this opportunity before it passes us by. Even given the scepticism surrounding hydrogen, we are in a place where to not lead in hydrogen would be a wasted opportunity.
“The technology in both green and blue hydrogen is sufficiently developed to enable world-scale projects to be planned but is also immature enough to enable UK engineering and technology firms to optimise and refine the processes. To miss this once-in-a-generation opportunity to position the UK as a leader in hydrogen would be irresponsible for all of us.”
In the UK Government’s ten-point plan for a green industrial revolution, it has committed to develop 5GW of low-carbon production capacity by 2030, with plans to create several renewable energy hubs based around hydrogen and CCUS.
The report is being presented at the SPE Offshore Europe virtual conference on Thursday 9th September 2021 at 15:30 hours in the hydrogen technical session running from 14:30-16:00 BST hours. The conference is free to attend and registration is open here.
Xodus advises clients on a broad range of energy topics from sustainability, energy mix diversification and environmental impact to new and emerging technologies. The company provides holistic support and insight through the integration of engineering, corporate management consultancy and environmental science.
As a global energy consultancy, we unite our unique and diverse people to share knowledge, innovate and inspire change within the energy industry. We provide support across the energy spectrum, from advisory services to supply chain advice. Including all of the engineering and environmental expertise needed in between. Our people strive to ensure global energy supply as we all work together to realise a net zero world.
Bundled Know-How for IIoT Applications: Cooperation Between Moxa Europe and Robotron
Objective: Fast provision of easy-to-use and scalable IIoT solutions – with focus on four application areas.
Moxa Europe GmbH and Robotron Datenbank-Software GmbH announce their collaboration in the configuration and provision of IIoT platforms. The two partners are focusing on the "Industrial Internet of Things" – applications in demanding industries such as process technology, oil & gas and energy technology. The first joint IIoT projects have already been realized for customers in the energy sector.
Most industrial companies have the use of IIoT solutions on their agenda. Some face the challenge of needing to see the first results quickly and with as few resources of their own as possible in order to determine whether the creation of an IIoT infrastructure is even worthwhile. Others have already invested time and money and have initial results – but no scalable platform to be able to efficiently undertake the next roll-outs and further projects.
Moxa Europe GmbH and Robotron Datenbank-Software GmbH are addressing precisely these challenges. They have combined their activities in the field of Industrial IoT and, effective immediately, are preparing complete solutions that lead to quickly installed, easy-to-operate and broadly scalable IIoT platforms.
Moxa contributes the reliable industrial hardware with which the sensors, machines and other components are integrated. At the heart of this IIoT infrastructure are industrial-grade IIoT gateways and edge computers. For these components, Moxa also makes an operating system available with Moxa Industrial Linux. Major releases of this operating system will be provided with security updates over a period of ten years. This ensures a long service life and stability of the installed hardware – including the ever-increasing cyber-security requirements.

As a specialist for the collection and evaluation of large quantities of data, Robotron offers various software solutions and platforms for high-performance IIoT applications. For the area of industrial production, focus is on current edge and cloud technologies as well as artificial intelligence for intelligent process control and optimization. These solutions can be adapted over a broad spectrum to the individual and widely varying requirements of the industrial users.
Together, Moxa and Robotron are focusing their collaboration on four application cases:
1. General IIoT platforms in demanding industries and applications, for which Moxa provides hardware components: Transportation (especially railway technology), oil & gas industry.
2. IIoT solutions for the energy sector – a particular strength of the partnership. The first projects have already been implemented here: using affordable IIoT hardware and innovative data analysis and visualization, insights into the distribution network can be generated that were previously only possible with considerably more expensive traditional solutions.
3. Energy efficiency and management in industry. Here, the industrial experience of Moxa and the data analytics expertise from Robotron (based on, among other things, the robotron*IPEA platform) form an ideal combination.
4. Real-time applications based on Robotron's Realtime Computer Vision platform (RCV). Together with the hardware from Moxa's appropriately certified edge-computing technology, this platform is also suitable for use in demanding industrial applications (e.g., in industries such as oil & gas, mining / extraction technology, rail technology, etc.).
With this well-prepared collaboration, both partners see great potential for offering their customers clear additional benefits as well as opportunities for opening new application fields. Hermann Berg, Head of Industrial IoT at Moxa Europe: "The collaboration with Robotron puts us in the position of also being able to very confidently offer complex IIoT projects with high requirements on software and cloud technology." Those responsible at Moxa are certain they have found the right software partner with just the right solution portfolio. Hermann Berg: "I am impressed how well developed and stable the Robotron platform is and with how much attention to detail the pre-processing of the data on the gateway has been implemented."
From Robotron's perspective, the combination of hardware and software expertise for IIoT applications creates the ideal condition for being even more successful together. Michael Baling, Head of Division Industry at Robotron: With the broad industrial-grade and robust portfolio from Moxa, we have found a partner to whom we can simply leave discussions regarding topics such as environmental requirements, longevity, and hardware-based security. In the area of logistics as well, Moxa – together with the German distribution partner Sphinx Computer – has relieved us of all complexity, allowing us to concentrate fully on our core competencies of software and data analysis."
You can learn more about the application cases and joint solutions on a new website created together by Robotron and Moxa: www.moxa-iiot.eu.
Robotron specializes in the effective management and evaluation of very large quantities of data. With its solutions, the company creates added value for clients from the energy sector, industry and public administration – efficiently and with focus on the customer. Today, there are more than 570 employees in the company and its subsidiaries, 450 of whom work at the headquarters in Dresden. Robotron has, for many years, accompanied industrial companies on the road to Industry 4.0. Innovative solutions with current edge and cloud technologies as well as artificial intelligence successfully contribute to the optimization of processes as well as to improvements in quality and efficiency with renowned customers from the field of industrial manufacturing, particularly the automotive and semiconductor industries. For more information, visit www.robotron.de/en/industry.
About Moxa
Moxa is a leading provider of edge connectivity, industrial computing, and network infrastructure solutions for enabling connectivity for the Industrial Internet of Things. With over 30 years of industry experience, Moxa has connected more than 71 million devices worldwide and has a distribution and service network that reaches customers in more than 80 countries. Moxa delivers lasting business value by empowering industry with reliable networks and sincere service for industrial communications infrastructures. Information about Moxa’s solutions is available at www.moxa.com.
The MOXA logo is a registered trademark of Moxa Inc. All other trademarks herein are the property of their respective owners.
Use of PT 50 ring crane shortens refinery projects schedule
All modules lifted each as single piece with no change in each lifting position
Mammoet completed a heavy lift project using its PT 50 ring crane during an expansion project at India’s Paradip Refinery. Opened in 2016, the refinery is India’s most recent facility of its type.
For this project, a 646t De-ethylenizer, a 1,141t Wash Tower Column and a 1,185t Ethylene-Oxide Reactor needed to be lifted. Due to trust developed during a successful project back in 2019 which saw Mammoet lifted five major refinery components for Visakh Refinery’s modernization project, the company was selected for this heavy lift project at Paradip Refinery.
Mammoet’s PT 50 ring crane successfully lifted all three modules each as a single-piece at 2 different locations. The use of another lower capacity lifting equipment would have required each module to be split into two separate pieces. The use of PT 50 ring crane allowed installation lead time to be only two to three days instead of three weeks.
 Mammoet’s PT 50 ring crane successfully lifted all three modules each as a single-piece and each from a single lift position. These actions resulted in time and cost efficiencies for the client and minimal use of on-site space without compromising on safety.
Mammoet’s PT 50 ring crane successfully lifted all three modules each as a single-piece and each from a single lift position. These actions resulted in time and cost efficiencies for the client and minimal use of on-site space without compromising on safety.
In addition, the ring crane’s high load capacity allowed it to lift multiple heavy items each from a single lift position. Therefore, it did not need to be relocated between lifts - shortening the overall project schedule relative to use of a smaller crane. Welding work was also not required by the team and this made the execution safer.
Scheduling changes were required due to regulatory measures brought in to combat coronavirus. The customer and Mammoet increased resourcing, with Mammoet’s crew extending their duration of stay in India. This allowed the project to be completed in an acceptable timescale for the customer, despite these complications.
The use of this ring crane resulted in time and cost efficiencies for the client. There was also minimal use of on-site space - without compromising on safety.
“The use of Mammoet’s PT 50 ring crane, over a crawler crane, allowed our components to be lifted each as a single module. This resulted in minimal disruption to our construction plans and brought about savings in our overall construction lead time,” said L&T Hydrocarbon Engineering.
The expansion plan at Paradip Refinery is expected to be completed in October 2021. This will add a Monothylene Glycol plant to the facility, broadening the range of products it can produce.
Xodus supports electrification study in Central North Sea
Global energy consultancy Xodus is assessing the infrastructure and modifications required to enable electrification of Harbour Energy’s Central North Sea assets following the successful delivery of a power optimisation study examining the opportunities available to rationalise the generation systems on the Everest and Lomond assets.
Implementing electrification on offshore assets can reduce operational expenditure, increase uptime across all assets and minimise carbon emissions to atmosphere.
 Everest Platform
Everest Platform
The Oil & Gas Authority’s UKCS Energy Integration Report last year calculated that electrification could abate UKCS oil and gas operational emissions by 2-3MtCO2 p.a. by 2030, which is the equivalent of reducing 20% of today’s production emissions, rising to 40% by 2030. It also noted that platform electrification could extend the operating life of existing assets and achieve cost efficiencies in the development of new oil and gas fields.
Xodus performed an in-depth, integrated subsea and topsides study to assess the scope and scale of the project required to electrify the assets. The company also analysed the operational savings that could be realised in terms of fuel usage and maintenance burden across all assets from now until cessation of production.
James McAreavey, Concept Development Manager at Xodus said: “A study of this nature requires an integrated multi-discipline engineering team that understands the critical elements of both renewable energy and traditional oil and gas operations in order to identify the true challenges and opportunities associated with large scale electrification of existing oil and gas assets.
 Lomond Platform
Lomond Platform
“This study has the potential to provide essential input to the wider oil and gas community within the North Sea to enable a significant reduction of carbon emissions from offshore operations.”
Xodus’ analysis has assessed a wide range of low carbon power sources and extent of electrification on the existing assets to help inform Harbour Energy’s future plans to transition to Net Zero.
As a global energy consultancy, we unite our unique and diverse people to share knowledge, innovate and inspire change within the energy industry. We provide support across the energy spectrum, from advisory services to supply chain advice. Including all of the engineering and environmental expertise needed in between. Our people strive to ensure global energy supply as we all work together to realise a net zero world.
Sulzer overachieves stringent test criteria for main feedwater pumps in nuclear plant
Equipment designed for nuclear power stations requires extensive testing before products are accepted and delivered to the build process. For high energy pumps, vibration levels both at the best efficiency point (BEP) and at low flow rates need to be kept to an absolute minimum in order to meet the strict specifications laid out by the operator. During a recent project, Sulzer became the first pump manufacturer to achieve a vibration level below 4.5 mm/s at 30% of BEP flow, which is outstanding for an 8 MW main feedwater pump with a single-stage design.
Sulzer won the tender to design, supply, test, install and commission six complete main feedwater pump trains for the nuclear power plant. In China, Sulzer’s Suzhou plant is one of the latest manufacturing sites to open for the company and provides the local power generation market with access to its global network of engineering experts. The project was delivered by the team in Suzhou and involved support from the company’s facilities in Switzerland, Germany and the UK.
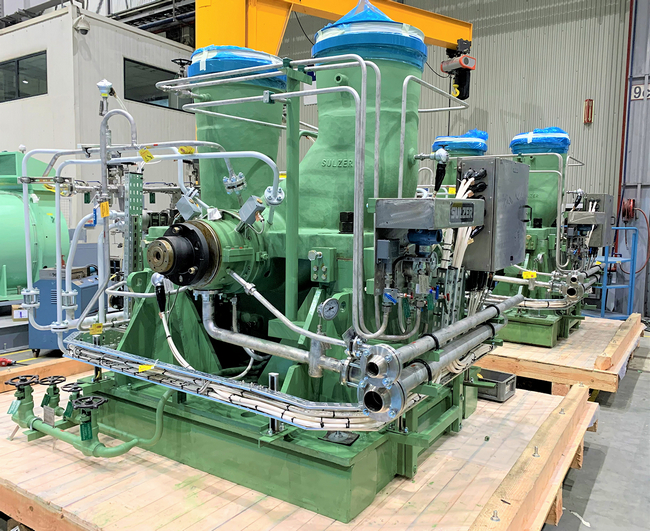 The feedwater pump packages ready for shipment
The feedwater pump packages ready for shipment
Demanding specifications
From the outset, the specifications for the main feedwater pumps were very demanding. Specifically, the vibration limits, which were set at 3.5 mm/s for the preferred operating range (POR) and 4.5 mm/s in the allowable operating range (AOR), including the maximum speed at 30% of BEP flow.
The pump Sulzer selected for this challenging application was the HPTd main feedwater pump, supported by a HZB booster pump, supplied with a fluid coupling and an 11.6 MW drive motor. The single stage delivers 622 m of head and had to be precisely designed and engineered to pass the demanding test schedule.
The engineering procurement and construction (EPC) company in this case was responsible for overseeing the manufacture of the main feedwater pumps. As part of this process, Sulzer needed to complete a number of comprehensive test routines to validate the performance of the design. Of the first set of three HPTd pumps, one was put through a hot test to verify its optimum operation when pumping water at 180-200 °C; then it was subjected to a thermal shock test and finally it was assembled into a purpose-built test loop and a full string test was completed.
 String testing of one of the feedwater pumps at Sulzer’s manufacturing plant in Suzhou
String testing of one of the feedwater pumps at Sulzer’s manufacturing plant in Suzhou
Ensuring a sixty year service life
The testing requirements for these pumps were very detailed and required considerable investment from Sulzer, but were essential in order to meet the expected service life of sixty years.
One of the major criteria that needed to be achieved was the overall efficiency of the pump. This is primarily a feature of the equipment’s hydraulic design, although the drivetrain does have an effect on the final figure. In projects such as this, the EPC issues the build specification, part of which will state the minimum efficiency figure for the pump. Today, these are typically above 85% and for pumps of this scale, achieving the criteria can be a challenge for some manufacturers.
For Sulzer, using its in-house expertise and applying it to a proven pump design enabled the company to deliver a pump that exceeded expectations. In terms of overall efficiency, the highly engineered design achieved a full one percent higher in the actual efficiency than the specification, which will deliver significant additional savings in running costs.
 One of the feedwater pumps underwent a thermal shock test as part of the project delivery
One of the feedwater pumps underwent a thermal shock test as part of the project delivery
Achieving low flow operation
The specifications for the vibration figures were very stringent, especially considering the size of the pumps. However, the requirement for a vibration level below 4.5 m/s when the flow is at 30% of BEP is a significant challenge. Typically, the minimum flowrate would be higher, making the target vibration figure easier to achieve.
The design of the main feedwater pumps was led by Sulzer’s Product Development Team working seamlessly with the Order Related Engineering group in Suzhou. The pumps were then manufactured and tested in Sulzer’s Suzhou facility.
Brian Germaine, Technical Director for Sulzer’s Energy Business Unit, explains: “For every component of a nuclear installation, the traceability of the materials used in their manufacture is essential. The supply chain validation process means that the procurement procedures can be protracted, but as one of the world’s leading pump manufacturers, Sulzer has considerable experience in meeting all the demands of such a challenging project.”
Precision engineering solutions
The combined facts of the exceptional efficiency figures and the achievements with regard to the outstanding mechanical performance, all point to the precision engineered hydraulics made up of the pump casing and impeller, which have enabled these targets to be surpassed.
Brian Germaine, continues: “The Chinese nuclear market is very competitive, and the EPCs are looking to deliver the best possible solutions for operators”.
Sulzer has continuously invested in its capabilities in Suzhou to enhance its offering of highly engineered pumps for the most demanding applications. The latest additions to the testing facilities will strengthen its support for customers in a wide range of industries including power generation and specifically the nuclear business.
Sulzer’s pumps can be engineered to suit the specific performance characteristics of each application. Further, the design, procurement, manufacturing and testing processes have been thoroughly validated to meet the strictest industry requirements such as those of nuclear installations.
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).www.sulzer.com. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.