Displaying items by tag: Sulzer
AHLSTAR peak pumping performance
Responding to our customers’ needs, we have developed additional features for the AHSTAR A pump series, and new options are also now available for demanding industries.
In the new ASTM A395 60-40-18 construction, the volute case and case cover of the pump are made of ductile iron. AHLSTAR A pumps in ductile iron have a maximum working pressure of 16 bars, with a temperature limit of 180°C.
Furthermore, a heating jacket option is available. The concept consists of a heating jacket and a jacketed case cover. The heating jacket is easy to install and maintain, providing evenly distributed heating across the entire pump. The solution is cost-effective because a standard AHLSTAR A pump can be used, and the same spare parts as for other AHLSTAR A pumps in the mill will fit. Proper temperature of the pumped liquid prevents undesired sedimentation, crystal growth, or solidification of the fluid handled.

Moreover, a case cover with internal recirculation has been developed for AHLSTAR pumps. In this design, an internal recirculation flushing fluid channel is integrated inside the case cover, enabling seal flushing without external piping.
Along with the new features, our AHLSTAR pumps have been assigned the Food Contact Materials Certificate (EC) 1935/2004. Food contact materials (FCMs) are widely used in food transfer equipment, packaging, etc. AHLSTAR pumps compliant with this regulation are the ideal solution for various food and beverage applications, from raw material production to processing and packaging.
Read more about the AHLSTAR A peak performance process pumps and their new features in our brochure. Learn more about the smart, cost-competitive and safe heating jacket in our flyer.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and purification technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centres across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). The Flow Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.
Sulzer uses captured CO2 to optimize oil recovery – reducing greenhouse gas emissions and further oil exploration
Sulzer’s pumps are helping to optimize oil recovery while reducing greenhouse gas emissions in a pioneering project in the Middle East. As part of enhanced oil recovery (EOR) techniques, captured CO2 emissions that have been converted into supercritical CO2 are pumped into depleted oil reservoirs to push the remaining oil to the riser, allowing much higher recovery rates. The pumped CO2 is then stored in the underground oil field, providing a perfect storage medium for the greenhouse gas. This groundbreaking circular process has the power to transform the oil and gas industry by reducing CO2 emissions while simultaneously maximizing recovery from existing oil fields – reducing the need for further oil exploration.
It is widely acknowledged that the traditional primary and secondary recovery methods for oil can leave up to 75% of the oil in the ground. Oil production from mature fields has therefore been declining and discoveries of new reservoirs will be insufficient to match growing energy demands. To reduce the need for further oil exploration, enhanced oil recovery (EOR) techniques are now coming to the fore, with this method using captured CO2 emissions that have been converted into supercritical CO2, showing particular promise.
![]() Sulzer’s highly specialized pumps allow the CO2 to be pumped like a liquid, sweeping through a reservoir to push the oil to the riser with much higher efficiency than traditional methods using water. At the same time, the depleted oil fields then provide a perfect storage medium for the CO2, ensuring that it is not released into the atmosphere.
Sulzer’s highly specialized pumps allow the CO2 to be pumped like a liquid, sweeping through a reservoir to push the oil to the riser with much higher efficiency than traditional methods using water. At the same time, the depleted oil fields then provide a perfect storage medium for the CO2, ensuring that it is not released into the atmosphere.
This pioneering process could therefore be a major benefit for the oil industry, providing new technology to help maximize recovery from existing oil fields, thereby reducing the need for further oil exploration, while also cutting CO2 emissions. Sulzer’s expertise is critical to the process, as the lightness and extremely high pressure of supercritical CO2 have a significant impact on the design of the pump, with most manufacturers steering clear of such applications.
Frederic Lalanne, CEO and President of Sulzer’s Flow Equipment Division commented: “As global demand for energy and materials continues to rise, it’s becoming ever more important to optimize the use of existing resources and work towards increasing renewables while also expanding the circular economy. Sulzer is committed to accelerating this transition using its engineering expertise, and this innovative process is one more example of how our technology can help to sustainably transform CO2-emitting industries”.
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and purification technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com
Sulzer to wind down its two entities in Poland following negative decision from Polish Government on Sulzer’s removal from sanctions list
Sulzer is forced to wind down its two entities in Poland following a decision on an interpretation of the Polish sanction regulations, which were recently unilaterally introduced by Poland. It is Sulzer’s firm belief that the sanctions against its two entities in Poland are erroneous. Sulzer will use all legal means to dispute the decision, but is nonetheless forced to wind down the entities with immediate effect. Sulzer reiterates that it is not affected by any other sanctions and is free to develop its business globally.
 Sulzer’s urgent request for removal from the Polish sanctions list, based on an OFAC (Office of Foreign Assets Control) license granted in 2018 clearly confirming that there is no control by Mr. Vekselberg over any Sulzer Group entities, including Sulzer Pumps Wastewater Poland and Sulzer Turbo Services Poland, was denied yesterday evening by the Polish Interior Ministry. The decision was based on an interpretation under Polish law of the sanction regulations that were unilaterally introduced by Poland.
Sulzer’s urgent request for removal from the Polish sanctions list, based on an OFAC (Office of Foreign Assets Control) license granted in 2018 clearly confirming that there is no control by Mr. Vekselberg over any Sulzer Group entities, including Sulzer Pumps Wastewater Poland and Sulzer Turbo Services Poland, was denied yesterday evening by the Polish Interior Ministry. The decision was based on an interpretation under Polish law of the sanction regulations that were unilaterally introduced by Poland.
Sulzer will use all legal means under national and international law to remove its entities from the sanctions list. However, due to the company’s inability to conduct its business as a result of the sanctions, Sulzer is forced to wind down its two Polish entities with immediate effect.
Sulzer has 192 employees in its two Polish entities, all of whom are affected by the closure, along with revenues of CHF 21.5 million that will be impacted, representing 0.6% of total sales in 2021.
Sulzer confirms that the company has not been sanctioned in any other country, and Sulzer is not affected by any other sanctions. The Polish interpretation of sanctions regulations against Mr. Vekselberg therefore runs contrary to all other existing sanctions regimes as recognized under international law.
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and purification technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com
Sulzer’s business in Poland impacted by local sanctions
Sulzer has to temporarily suspend the activities of its two legal entities in Poland due to sanctions levied by the Polish government. The Polish sanctions apply to Sulzer’s minority shareholder, Viktor Vekselberg, and have been expanded over Sulzer’s two Polish entities, even though Mr. Vekselberg has no control or ownership of any Sulzer entity and is deprived of all his economic rights at Sulzer. The company is not sanctioned in any other country or legal entity and is consequently able to continue to develop its business globally. The potential impact on sales, if the suspension were to last, is limited to CHF 21m, representing 0.6% of Sulzer's total sales in 2021.
 It is Sulzer’s firm belief that the sanctions against its two entities in Poland are erroneous. Sulzer therefore continues to petition for urgent removal of its entities Sulzer Pumps Wastewater Poland and Sulzer Turbo Services Poland from the Polish sanctions list. Interactions with the Polish government are ongoing, with the support of representatives of the Swiss government administration.
It is Sulzer’s firm belief that the sanctions against its two entities in Poland are erroneous. Sulzer therefore continues to petition for urgent removal of its entities Sulzer Pumps Wastewater Poland and Sulzer Turbo Services Poland from the Polish sanctions list. Interactions with the Polish government are ongoing, with the support of representatives of the Swiss government administration.
Based on an OFAC (Office of Foreign Assets Control) license granted in 2018, Sulzer is free to operate globally, independent of its sanctioned minority shareholder.
Sulzer has a total of 192 employees in Poland, all of whom are unfortunately affected by the Polish sanctions. We deeply regret this devastating situation, and the wide-ranging effects that the suspension is having on our employees and their families, as well as on the network of trusted customers, suppliers and partners that we have built up over many years of business in Poland.
Sulzer will continue to do everything in its power to petition for a removal from the sanctions list, while fully complying with the sanctions currently levied against the two entities. Sulzer Group continues to provide support to the families impacted by the local Polish sanctions.
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and purification technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com
The internet of pumps
Smarter control of wastewater pump networks transforms performance, reliability and cost-efficiency
Data flows faster than water, providing a stream of optimization opportunities. The latest in control technology allows pumping stations and wastewater treatment facilities to talk to each other, providing a better picture of real-time conditions and enabling smarter, more proactive management of the whole network.
A modern municipal wastewater system will rely upon numerous pumping stations and typically each one in the network contains its own control logic. Wastewater levels are detected by ultrasonic, radar or pressure sensors, backed-up by float switches. To prevent flooding, or damaging and wasteful dry running, the controller in the station switches the pumps on or off, based on the data from those sensors.
This distributed approach is simple and robust, but what is best for one pumping station might not be optimal for the whole network. If multiple upstream stations all switch on at the same time, for example, their combined flows could overwhelm the capacity of the next station downstream. That situation is especially likely to happen if a blockage or mechanical problem temporarily reduces downstream pumping capacity.
Making the link
Today, larger pump networks are addressing this challenge by taking a smarter, more proactive approach to control systems. Sulzer pump controller technology, for example, allows every station to connect with the treatment works using secure, two-way communications. Stations can report real-time local levels, flow rates and operating conditions with the central controller issuing commands to adjust pump control parameters as required.
This interconnected approach gives operators a much more detailed picture of the real time status of the wastewater network. They can spot increasing flows earlier, allowing them to take preemptive action to prepare the treatment site for a spike in demand. They can also reduce the severity of these spikes by instructing pumping stations to delay their activation, taking advantage of the storage capacity within the network.
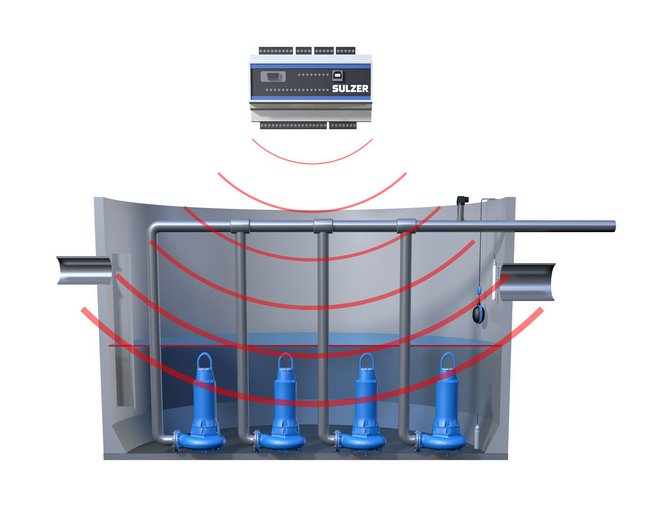 Intelligent pump control enables a network of pumping stations to work more efficiently
Intelligent pump control enables a network of pumping stations to work more efficiently
From reactive to proactive
Sulzer’s smart control approach even allows operators to take proactive steps to meet demand before it hits the network. Take the example of a large, but intermittently used facility such as a sports stadium. Around the time of a big match, that stadium might impose a significant additional load on the network, while for the rest of the time it produces relatively low flows.
With a smart control system in place, the pumping station closest to the stadium can detect the initial increase in flow that indicates a forthcoming spike in demand. That signal can automatically trigger a series of actions. Stations downstream of the stadium can switch to a lower “start” level, emptying the well and increasing their available storage capacity. Other stations in the network, meanwhile, can be instructed to store more wastewater temporarily, releasing it into the system when the local peak has passed.
The same approach can help operators handle other transient events, such as intense local rainfall, or regular demand peaks when many people use their showers at the beginning or end of the day. In addition, the system enables energy consumption and costs to be optimized. If storage capacity allows, for example, the activation of pumps can be delayed until times of the day when low-cost electricity is available. Alternatively, stations with multiple pumps can cut the number of units in operation to reduce flow rate and energy consumption as demand tapers off after a peak.
Same assets, more value
Best of all, smart control doesn’t require a mass of costly new hardware. Sulzer pump controllers generate their data from the standard sensors already installed in the pumping station. Outflow rates are a function of pump capacity and run time, while inflows can be calculated from the rate of level change reported by the level sensors, multiplied by the well’s cross-sectional area. If a pressure sensor is added to the outgoing mains, this reading can be used to further increase the pump capacity and forward flow calculation accuracy as well helping to determine problems such as partially clogged mains.
For these systems to operate effectively, the station’s sensors do need to provide reliable, consistent data, however. The experience of one major water utility in the UK suggests that radar sensors tend to be less dependent on optimal setup and maintenance than ultrasonic sensors, for example.
Whatever technology is used, built-in features of the Sulzer controllers can monitor sensor performance and alert operators if a sensor becomes faulty or poorly calibrated. This is achieved by comparing the level reported by the sensor to a known reference point, such as the activation of a float switch. The system can also warn of other problems in the station, such as a potential blockage, pipe breakage or pump fault. That allows operators to deploy field maintenance resources quickly and cost-effectively.
Sulzer’s smart pumping station controls can deliver truly significant savings and system performance improvements. At the UK water company mentioned earlier, for example, the introduction of this approach led to a 45% reduction in operating costs and a 75% reduction in potential environmental impact costs. The payback period for the entire new control and monitoring system was only two and half years.
Learn more about Sulzer’s control and monitoring equipment by watching the video below
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.
Sulzer’s advanced solutions for chemical recycling on show at Go Circular 2022
Sulzer Chemtech will highlight how its range of cutting-edge mass transfer technologies can reduce greenhouse gas emissions and waste accumulation at the 3rd Go Circular conference. During the event and a technical presentation, attendees will be able to learn more about the company’s commitment as well as its innovative methods to enable circularity. These have been developed to help businesses leverage renewable resources in manufacturing, recover polymers, monomers, and other chemicals as well as capture carbon dioxide (CO2).
Go Circular is a business-oriented, hybrid conference, where industry players across the entire manufacturing value chain can discuss how to succeed in the creation of a circular economy. Separation technologies have a key role to play in the transition of the chemical industry towards more sustainable practices, as they can support innovative chemical recycling strategies, the use of sustainable feedstocks as well as emissions reduction systems.
As a leader in separation solutions with a dedicated global application development team for green initiatives aimed at advancing the efficient production of renewable, bio-based and recyclable materials, Sulzer Chemtech will contribute to the discussion. During the event, the company will showcase its proven technologies for bioplastic manufacturing, such as polylactic acid (PLA), on its physical booth (Stand 1). Visitors will also be able to find out more about column packing and internals that have been specifically developed to address the needs of carbon capture applications.

Visitors keen to learn more about chemical recycling for polymer circularity will be invited to join the presentation ‘The challenge of purification in advanced recycling processes’, taking place on April 29 from 8:50 a.m. The speaker, Luis Hoffmann, Technologist for Polymer Recycling at Sulzer Chemtech, will look at how advanced purification solutions are key to setting up successful facilities that can deliver virgin-like, high-quality recycled products. These also include plastics and other polymers that are not currently recycled.
Finally, virtual attendees will be able to look at real-world examples of custom, turnkey solutions and plants for the plastic processing industry in 1:1 scale, via interactive virtual representations.
Join Sulzer Chemtech at the hybrid 3rd Go Circular conference. April 28-29, 2022 – Radisson Blu Astrid Hotel, Antwerp, Belgium or online: globuc.com/go-circular
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).
The Chemtech division is the global market leader in innovative mass transfer, static mixing and polymer solutions for chemicals, petrochemicals, refining and LNG. We are steering the way in ecological solutions such as bio-based chemicals, polymers and fuels, recycling technologies for textiles and plastic as well as carbon capture and utilization/storage, contributing to a circular and sustainable economy. Our product offering ranges from process components to complete process plants and technology licensing.
More than blowing bubbles
Selecting the right blower technology for optimum performance of a wastewater treatment system
Aeration systems are among the biggest energy consumers in a wastewater treatment facility and they can be a maintenance challenge too. To keep costs under control, plant operators have a choice of designs to upgrade to blowers that run efficiently and reliably under all expected operating conditions.
Edward Paro, Portfolio Manager Compressors & Aeration for Sulzer, looks at different blower technologies and how to improve the reliability and efficiency of legacy plants.
Modern diffused aeration systems have transformed the design of wastewater treatment facilities. Capable of operating in deep tanks, these systems allow operators to process more water in less space. They can run for multiple years with minimal maintenance and, with the right control systems, they can manage the highly variable demand experienced by many municipal and larger industrial sites.
To deliver these benefits, every system requires a reliable, efficient supply of air. The blower systems used to supply the air occupy a niche place in the spectrum of industrial and commercial air handling equipment. They operate at higher pressures than the fans used in HVAC applications, but must deliver larger volumes of air than typical industrial compressors. At the same time, in order not to risk breaching regulations and permit requirements they need to offer high levels of availability. They need to work efficiently while also being quiet and easy to control.
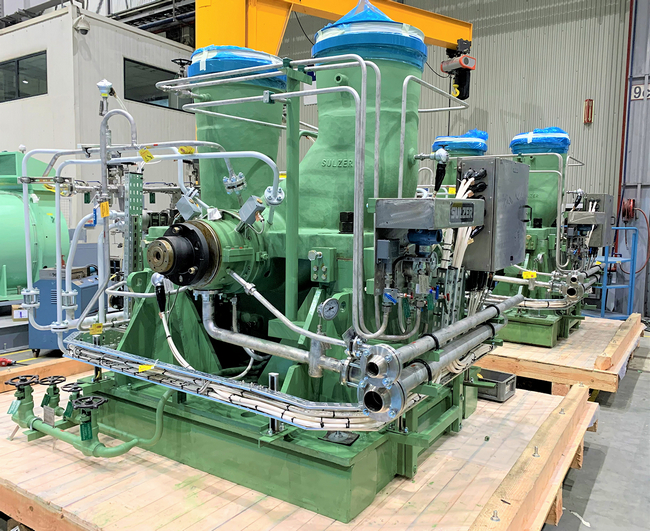
 Single stage kinetic blowers with high speed motor drive and magnetic bearings, such as the HST™ turbocompressor by Sulzer shown here, have become the preferred choice for waste water treatment applications in recent years.
Single stage kinetic blowers with high speed motor drive and magnetic bearings, such as the HST™ turbocompressor by Sulzer shown here, have become the preferred choice for waste water treatment applications in recent years.
Volumetric blowers
Some blower designs operate using volumetric principles. Air is drawn into a chamber which is then reduced in size, squeezing the air to boost its pressure before releasing into the outlet pipework. Rotary lobe blowers, also known as Roots blowers, achieve this with two interlocking rotors that spin in opposite directions.
Roots blower technology was introduced in the 1800s. It remains largely unchanged to this day and is still widely used in wastewater applications, especially in Europe. These blowers are simple, reliable and require little maintenance. Their efficiency is limited by not having a reducing chamber built-in, but rather pushing the air into the discharge.
In addition, as all volumetric designs’ efficiency is held back by the need for small gaps between the parts, some air will escape back into the inlet, some of it will leak to the outside through seals and some of the already pressurized air may leak to a less pressurized part. The design also produces pulses of air, making these blowers noisy in operation and creating vibration in the discharge pipework and its components.
Another volumetric compression approach that has become popular in recent years is the rotary screw blower. This uses interlocking male and female helical rotors that rotate to decrease the available volume between them. At the start of the compression cycle, the inlet air fills the flute space and becomes trapped. The air is then continually compressed as the male and female components rotate with each revolution until the air is pushed through the discharge outlet.
Compared with traditional lobe blowers, the way air is internally compressed in rotary screw blowers reduces energy consumption by 30%. Screw blower noise levels are typically lower than conventional tri-lobe Roots blowers. The pipework noise is somewhat reduced because the output is continual rather than pulsed.
Kinetic blowers
Compression can also be achieved by changing the velocity of the air rather than its volume. Centrifugal blowers do this using a rapidly spinning impeller. Air is drawn in close to the center of the impeller, turned through 90 degrees and accelerated as it is thrown outwards by the rotating blades. Multi-stage centrifugal blowers, commonly used in U.S. wastewater treatment plants, mount several impellers on the same shaft, with air moving from one to the other, increasing its pressure as it goes.
The output of a single stage centrifugal blower depends upon the size of the impellers and their rotational speed. To avoid large, heavy and expensive impellers, this type of blower often includes a gearbox to speed up the rotation of the motor. That has downsides, however, including friction losses, a larger number of wearing parts and the need for additional maintenance and overhauls.
An alternative to mechanical gearboxes is the use of a variable frequency drive (VFD) and a high speed motor to run a small impeller at very high rotational speeds. “Turbo blower” designs, such as Sulzer’s HST™, are mechanically optimized and highly efficient, with a design that utilizes specialized bearings to cope with the elevated speeds.
The magnetic bearings used in Sulzer HST turbo blowers ensure there is no metal-to-metal contact between the shaft and the bearing. These systems eliminate mechanical wear, extending the life of the blower and their ability to support the shaft from zero speed keeps the HST efficient and wear-free through frequent on-off cycles.
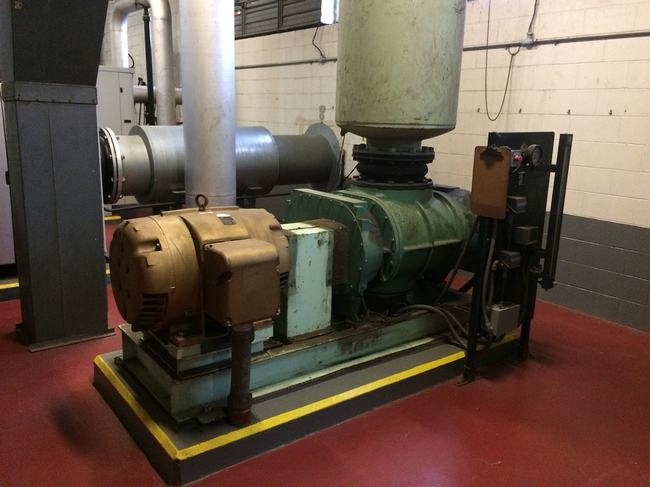 In the past rotary lobe blowers, also known as ”Roots” blowers, were a popular selection for waste water aeration.
In the past rotary lobe blowers, also known as ”Roots” blowers, were a popular selection for waste water aeration.
Turndown requirements
The air demand in a wastewater treatment process can vary significantly depending on the volume of water entering the system. Optimum performance requires the ability to adjust blower output as conditions change. Volumetric blowers can typically “turndown” to 30% of their full output; reducing the speed of the motor reduces the output of the blower and the energy consumed by the system. Multi-stage centrifugal compressors have a narrower operating range, allowing turndown to 60% or 70% of full output before efficiency begins to drop off significantly. Single-stage centrifugal blowers using adjustable vanes at the inlet and/or outlet and high speed turbo compressors using variable speed operation can reach between 30-50% turndown from maximum flow, depending on pressure.
For applications where demand varies beyond the turndown capabilities of a single compressor, operators usually install multiple units, switching them on or off in sequence, according to demand. This approach optimizes energy efficiency and improves the overall availability of the system, since spare capacity is available outside peak times should a blower be unavailable.
Reducing maintenance costs
The different types of blowers will call for different types of maintenance. The gear box of the single-stage centrifugal blower will need regular attention according to a strict service and maintenance program. The screw blower design will need to be checked regularly in order to avoid costly breakdowns and often an exchange of the core elements can be expected at some point.
The Roots type of blower is often not cared for properly and hence is prone to seizing up. If that happens, it is usually repairable but may lose significant volumetric tightness and as a result efficiency will suffer. High-speed designs with magnetic bearings do not have wearing parts and the HST turbocompressor is unique in not containing any liquid. This limits physical maintenance tasks to checking and exchanging air filters.
Introducing more efficient and more reliable blowers can have a significant benefit to the operational and maintenance budgets. For example, in one case where HST blowers were introduced, maintenance costs were reduced by 95% while in another, energy costs were reduced by 30%. One installation saved EUR 12’000 per blower in annual maintenance costs. In fact, the installation of four HST units at one site in Europe saw the combined energy and maintenance costs drop by EUR 175’000 per year.
In municipal wastewater treatment applications, Sulzer often installs 10 to 15 HST turbo blowers at a single site. Some recent large-scale projects have involved up to 40 units. In each case, their efficiency as well as their reliability have surpassed expectations and treatment plants have made considerable savings in terms of operational and maintenance costs.
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).www.sulzer.comOur shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.
Byline: Edward Paro, Portfolio Manager Compressors & Aeration for Sulzer
Driving up renewable fuel technology
Sulzer Chemtech will provide a BioFlux® technology package to support the creation of the Sabah Maju Jaya Renewable Energy Industrial Complex (SMJREIC) in Malaysia. This new state-of-the-art facility will produce sustainable fuels with limited greenhouse gases emissions by using locally-sourced, renewable feedstock. By leveraging Sulzer Chemtech’s leading expertise in innovative licensed technologies, the new plant located at Sapangar Bay, Kota Kinabalu, will deliver an annual production capacity of 250’000 tonnes.
 Sulzer Chemtech will provide key technology and engineering services to support the creation of the Sabah Maju Jaya Renewable Energy Industrial Complex (SMJREIC) in Malaysia.
Sulzer Chemtech will provide key technology and engineering services to support the creation of the Sabah Maju Jaya Renewable Energy Industrial Complex (SMJREIC) in Malaysia.
Vandelay Ventures Sdn Bhd has preselected Sulzer Chemtech (GTC Technology) to be the preferred process technology provider for the main processes at the ambitious 10’000 m2 processing complex in Kota Kinabalu. This will utilize plant-based oils for the production of sustainable aviation fuel (SAF), renewable diesel (HVO) and renewable naphtha as a byproduct. More precisely, the SMJREIC’s infrastructure will rely on the proprietary BioFlux® technology offered by Sulzer Chemtech in cooperation with Duke Technologies for the conversion of various pretreated feedstocks to either HVO or SAF while generating much lower emissions than conventional processes.
The unit will complement the centralized edible oil bulking terminal, which will have an annual capacity of 30’000 tonnes, and supply high-quality feed the HVO/SAF plant, with capacity of 250’000 tonnes per year. In addition to this key technology, Sulzer Chemtech will provide engineering services as well as installation, commissioning and startup support.
The company was selected for its leading expertise in sustainable manufacturing technologies as well as the ability to provide the BioFlux® licensed solution. Bioflux®, developed by Duke Technologies LLC in the US and licensed by Sulzer Chemtech (GTC Technology) globally, is the only licensed technology with an innovative liquid phase full reactor design that maximizes hydrogen availability and eliminates the vapor recycle loop. This significantly reduces the capital expenditure (CAPEX) and operational expenses (OPEX) while improving yield and catalyst life.
 Vandelay Ventures Sdn Bhd has preselected Sulzer Chemtech to be the preferred process technology provider for the production of sustainable fuels.
Vandelay Ventures Sdn Bhd has preselected Sulzer Chemtech to be the preferred process technology provider for the production of sustainable fuels.
Haji Mohamed Mohar, CEO at Vandelay Ventures Sdn Bhd, comments: “Our goal to build an energy complex to help drive forward Malaysia’s decarbonisation efforts and economic development needs to be backed by state-of-the-art technology. Sulzer Chemtech and BioFlux® were the obvious choices to help us make SMJREIC a reality. We look forward to starting operations and producing high-quality biodiesel.”
Chan KorWeai, Commercial Director Asia Pacific for Global Technology Business at Sulzer Chemtech, concludes: “We are excited to support such a visionary project that aims to drive up renewable fuel production and usage in Malaysia. In particular, as a native of this country and working for Sulzer Chemtech for many years, I am proud to be leveraging advanced technologies to sustainably fuel the local economy and generate future-oriented job opportunities. We look forward to supporting more ambitious green projects such as SMJREIC.”
About BioFlux®
BioFlux® is a registered trademark of Duke Technologies, LLC. Sulzer Chemtech (GTC Technology) licenses the BioFlux® technology and provides engineering services for the process under a technology and business cooperation agreement.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).
The Chemtech division is the global market leader in innovative mass transfer, static mixing and polymer solutions for chemicals, petrochemicals, refining and LNG. We are steering the way in ecological solutions such as bio-based chemicals, polymers and fuels, recycling technologies for textiles and plastic as well as carbon capture and utilization/storage, contributing to a circular and sustainable economy. Our product offering ranges from process components to complete process plants and technology licensing.
Sulzer overachieves stringent test criteria for main feedwater pumps in nuclear plant
Equipment designed for nuclear power stations requires extensive testing before products are accepted and delivered to the build process. For high energy pumps, vibration levels both at the best efficiency point (BEP) and at low flow rates need to be kept to an absolute minimum in order to meet the strict specifications laid out by the operator. During a recent project, Sulzer became the first pump manufacturer to achieve a vibration level below 4.5 mm/s at 30% of BEP flow, which is outstanding for an 8 MW main feedwater pump with a single-stage design.
Sulzer won the tender to design, supply, test, install and commission six complete main feedwater pump trains for the nuclear power plant. In China, Sulzer’s Suzhou plant is one of the latest manufacturing sites to open for the company and provides the local power generation market with access to its global network of engineering experts. The project was delivered by the team in Suzhou and involved support from the company’s facilities in Switzerland, Germany and the UK.
 The feedwater pump packages ready for shipment
The feedwater pump packages ready for shipment
Demanding specifications
From the outset, the specifications for the main feedwater pumps were very demanding. Specifically, the vibration limits, which were set at 3.5 mm/s for the preferred operating range (POR) and 4.5 mm/s in the allowable operating range (AOR), including the maximum speed at 30% of BEP flow.
The pump Sulzer selected for this challenging application was the HPTd main feedwater pump, supported by a HZB booster pump, supplied with a fluid coupling and an 11.6 MW drive motor. The single stage delivers 622 m of head and had to be precisely designed and engineered to pass the demanding test schedule.
The engineering procurement and construction (EPC) company in this case was responsible for overseeing the manufacture of the main feedwater pumps. As part of this process, Sulzer needed to complete a number of comprehensive test routines to validate the performance of the design. Of the first set of three HPTd pumps, one was put through a hot test to verify its optimum operation when pumping water at 180-200 °C; then it was subjected to a thermal shock test and finally it was assembled into a purpose-built test loop and a full string test was completed.
 String testing of one of the feedwater pumps at Sulzer’s manufacturing plant in Suzhou
String testing of one of the feedwater pumps at Sulzer’s manufacturing plant in Suzhou
Ensuring a sixty year service life
The testing requirements for these pumps were very detailed and required considerable investment from Sulzer, but were essential in order to meet the expected service life of sixty years.
One of the major criteria that needed to be achieved was the overall efficiency of the pump. This is primarily a feature of the equipment’s hydraulic design, although the drivetrain does have an effect on the final figure. In projects such as this, the EPC issues the build specification, part of which will state the minimum efficiency figure for the pump. Today, these are typically above 85% and for pumps of this scale, achieving the criteria can be a challenge for some manufacturers.
For Sulzer, using its in-house expertise and applying it to a proven pump design enabled the company to deliver a pump that exceeded expectations. In terms of overall efficiency, the highly engineered design achieved a full one percent higher in the actual efficiency than the specification, which will deliver significant additional savings in running costs.
 One of the feedwater pumps underwent a thermal shock test as part of the project delivery
One of the feedwater pumps underwent a thermal shock test as part of the project delivery
Achieving low flow operation
The specifications for the vibration figures were very stringent, especially considering the size of the pumps. However, the requirement for a vibration level below 4.5 m/s when the flow is at 30% of BEP is a significant challenge. Typically, the minimum flowrate would be higher, making the target vibration figure easier to achieve.
The design of the main feedwater pumps was led by Sulzer’s Product Development Team working seamlessly with the Order Related Engineering group in Suzhou. The pumps were then manufactured and tested in Sulzer’s Suzhou facility.
Brian Germaine, Technical Director for Sulzer’s Energy Business Unit, explains: “For every component of a nuclear installation, the traceability of the materials used in their manufacture is essential. The supply chain validation process means that the procurement procedures can be protracted, but as one of the world’s leading pump manufacturers, Sulzer has considerable experience in meeting all the demands of such a challenging project.”
Precision engineering solutions
The combined facts of the exceptional efficiency figures and the achievements with regard to the outstanding mechanical performance, all point to the precision engineered hydraulics made up of the pump casing and impeller, which have enabled these targets to be surpassed.
Brian Germaine, continues: “The Chinese nuclear market is very competitive, and the EPCs are looking to deliver the best possible solutions for operators”.
Sulzer has continuously invested in its capabilities in Suzhou to enhance its offering of highly engineered pumps for the most demanding applications. The latest additions to the testing facilities will strengthen its support for customers in a wide range of industries including power generation and specifically the nuclear business.
Sulzer’s pumps can be engineered to suit the specific performance characteristics of each application. Further, the design, procurement, manufacturing and testing processes have been thoroughly validated to meet the strictest industry requirements such as those of nuclear installations.
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).www.sulzer.com. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.
Powered by People
The personal stories behind the people that power Sulzer
Sulzer has launched a new 20-part video series showcasing some of the people whose commitment and dedication helps power the business. This series features monthly uploads to the Sulzer YouTube channel, with each episode exploring the story of an employee and how their personal journey has enriched the company.
In the series opener, Something Different, we meet Antonio, an outstanding member of the Sulzer family who was a resident at Today’s Harbor for Children. The non-profit provides a nurturing environment, resources, and guidance to young people in crisis. Sulzer has supported the organization for over three decades and Antonio joined the company when he was 19. Having made a career for himself, he is now committed to giving back to Today’s Harbor for Children.

Over the past twenty years, Sulzer has worked with customers, suppliers, and the community to raise over $2 million in support of Today’s Harbor for Children.
The next episode, Thingamajig, stars Sulzer employees who provide often humorous answers to a quiz of ambiguous engineering jargon. A subsequent episode highlights Marcelo, a Maintenance Technician at Sulzer Turbo Services Houston, Inc., exploring his story and work managing over a thousand pieces of equipment for turbine and compressor maintenance. Marcelo has worked at Sulzer for 25 years, a long career which started thanks to a passion for machines and a fateful vacation in Houston.
Darayus Pardivala, President of Sulzer Rotating Equipment Services, Americas, said: “These new videos focus on the amazing people who power our company. There are many stories woven into the fabric of Sulzer that we want to share. We are excited to show the teamwork, successes, and community support taking place across the business.”
You can view the first episode of Powered by People here.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.
Throughout the Americas, Sulzer provides cutting-edge parts as well as maintenance and repair solutions for pumps, turbines, compressors, motors and generators. We service our own original equipment as well as third-party rotating equipment operated by our customers. Our technology-based solutions maximize reliability and lifecycle cost effectiveness.
For more information on Sulzer, visit www.sulzer.com