Equipment designed for nuclear power stations requires extensive testing before products are accepted and delivered to the build process. For high energy pumps, vibration levels both at the best efficiency point (BEP) and at low flow rates need to be kept to an absolute minimum in order to meet the strict specifications laid out by the operator. During a recent project, Sulzer became the first pump manufacturer to achieve a vibration level below 4.5 mm/s at 30% of BEP flow, which is outstanding for an 8 MW main feedwater pump with a single-stage design.
Sulzer won the tender to design, supply, test, install and commission six complete main feedwater pump trains for the nuclear power plant. In China, Sulzer’s Suzhou plant is one of the latest manufacturing sites to open for the company and provides the local power generation market with access to its global network of engineering experts. The project was delivered by the team in Suzhou and involved support from the company’s facilities in Switzerland, Germany and the UK.
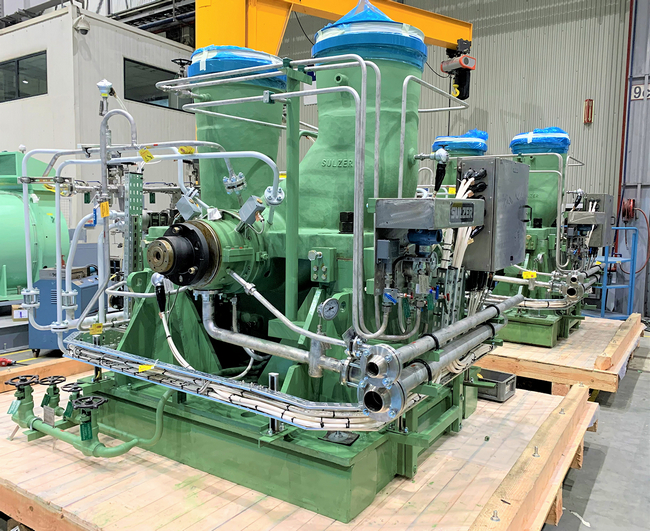 The feedwater pump packages ready for shipment
The feedwater pump packages ready for shipment
Demanding specifications
From the outset, the specifications for the main feedwater pumps were very demanding. Specifically, the vibration limits, which were set at 3.5 mm/s for the preferred operating range (POR) and 4.5 mm/s in the allowable operating range (AOR), including the maximum speed at 30% of BEP flow.
The pump Sulzer selected for this challenging application was the HPTd main feedwater pump, supported by a HZB booster pump, supplied with a fluid coupling and an 11.6 MW drive motor. The single stage delivers 622 m of head and had to be precisely designed and engineered to pass the demanding test schedule.
The engineering procurement and construction (EPC) company in this case was responsible for overseeing the manufacture of the main feedwater pumps. As part of this process, Sulzer needed to complete a number of comprehensive test routines to validate the performance of the design. Of the first set of three HPTd pumps, one was put through a hot test to verify its optimum operation when pumping water at 180-200 °C; then it was subjected to a thermal shock test and finally it was assembled into a purpose-built test loop and a full string test was completed.
 String testing of one of the feedwater pumps at Sulzer’s manufacturing plant in Suzhou
String testing of one of the feedwater pumps at Sulzer’s manufacturing plant in Suzhou
Ensuring a sixty year service life
The testing requirements for these pumps were very detailed and required considerable investment from Sulzer, but were essential in order to meet the expected service life of sixty years.
One of the major criteria that needed to be achieved was the overall efficiency of the pump. This is primarily a feature of the equipment’s hydraulic design, although the drivetrain does have an effect on the final figure. In projects such as this, the EPC issues the build specification, part of which will state the minimum efficiency figure for the pump. Today, these are typically above 85% and for pumps of this scale, achieving the criteria can be a challenge for some manufacturers.
For Sulzer, using its in-house expertise and applying it to a proven pump design enabled the company to deliver a pump that exceeded expectations. In terms of overall efficiency, the highly engineered design achieved a full one percent higher in the actual efficiency than the specification, which will deliver significant additional savings in running costs.
 One of the feedwater pumps underwent a thermal shock test as part of the project delivery
One of the feedwater pumps underwent a thermal shock test as part of the project delivery
Achieving low flow operation
The specifications for the vibration figures were very stringent, especially considering the size of the pumps. However, the requirement for a vibration level below 4.5 m/s when the flow is at 30% of BEP is a significant challenge. Typically, the minimum flowrate would be higher, making the target vibration figure easier to achieve.
The design of the main feedwater pumps was led by Sulzer’s Product Development Team working seamlessly with the Order Related Engineering group in Suzhou. The pumps were then manufactured and tested in Sulzer’s Suzhou facility.
Brian Germaine, Technical Director for Sulzer’s Energy Business Unit, explains: “For every component of a nuclear installation, the traceability of the materials used in their manufacture is essential. The supply chain validation process means that the procurement procedures can be protracted, but as one of the world’s leading pump manufacturers, Sulzer has considerable experience in meeting all the demands of such a challenging project.”
Precision engineering solutions
The combined facts of the exceptional efficiency figures and the achievements with regard to the outstanding mechanical performance, all point to the precision engineered hydraulics made up of the pump casing and impeller, which have enabled these targets to be surpassed.
Brian Germaine, continues: “The Chinese nuclear market is very competitive, and the EPCs are looking to deliver the best possible solutions for operators”.
Sulzer has continuously invested in its capabilities in Suzhou to enhance its offering of highly engineered pumps for the most demanding applications. The latest additions to the testing facilities will strengthen its support for customers in a wide range of industries including power generation and specifically the nuclear business.
Sulzer’s pumps can be engineered to suit the specific performance characteristics of each application. Further, the design, procurement, manufacturing and testing processes have been thoroughly validated to meet the strictest industry requirements such as those of nuclear installations.
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).www.sulzer.com. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.